- What are Breathable PP Woven Bags?
- Common Synonyms and Industry Terms
- Key Features You Can Engineer
- How the Production Process Works
- Where These Bags Excel: Applications and Use‑Case Patterns
- Standards, Certifications, and Third‑Party Guidance
- Specification Tables and Configuration Patterns
- Design Reasoning: Why Choices Matter
- Implementation Aids: Cards and Callouts for Teams
- Understanding Airflow as a System, Not a Feature
- From Polymer to Pallet: How Materials Enable Breathability
- Measuring What Matters: Methods, Metrics, and Meaning
- Failure Modes You Can Predict—and Prevent
- Where Airflow Pays: Application Portfolios and Field Realities
- The Specification Playbook: Turning Intent into Purchase Orders
- Comparative Choices: Hot‑Needle, Laser, and Vent Panels
- Standards and Certifications that Shorten Audits and Reduce Risk
- Parameters that Matter: Condensed Views
- China Market Pathways: Regional Rhythms, Development Phases, and Brand Signals
- VidePak’s Difference: Strategy, Not Slogans
- Buyer’s Operating Guide: From Spec to Scale
- Rhetorical Questions that Clarify Decisions
- Internal Links for Related Solutions
- Implementation Checklists That Reduce Rework
- Language, Style, and the Human Factor
- Frequently Asked Technical Questions (and Pragmatic Answers)
- A Note on Sustainability Without Buzzwords
- Introduction: Why Performance‑Engineered Breathability Matters
- Why Is a Field Packaging Technologist Worth the Cost When a Breathability Failure Hits?
- How Do I Figure Out Which Components Fit My Program of Breathable PP Woven Bags?
- My Cold Chain Keeps Sweating; What Gives?
- How Critical Are Vent Maps and Seam Paths in the Overall Function of Breathable PP Woven Bags?
- Do Different Markets Require Dedicated Configurations of Breathable PP Woven Bags?
- How Can Brands Extend the Working Life and Value of Breathable PP Woven Bags?
- Understanding the Production Process
- Advantages of Breathable PP Woven Bags for High‑Respiration Crops and Humid Logistics
- Applications of Breathable PP Woven Bags Across Sectors
- Exploring Constructions and Performance “Grades” of Breathable PP Woven Bags
- Benefits of Laser‑Microperforated Designs in Breathable PP Woven Bags
- Properties of PP Fabrics and Laminates That Make Breathable PP Woven Bags Work
- Methods: How to Specify, Measure, and Pilot Breathable PP Woven Bags
- Results: What Predictable Airflow Delivers in the Field
- Discussion: Connecting Airflow Engineering to Brand Strategy
- References
What are Breathable PP Woven Bags?
Breathable PP woven bags are engineered packaging structures made from polypropylene tapes woven into a fabric that allows air exchange while preserving mechanical strength, print quality, and handling robustness. Instead of treating airflow as a cosmetic add‑on, these bags integrate permeability into the fabric architecture, finishing methods, and final bag design. Air passes through inter‑tape gaps or through deliberately created micro‑pores, carrying moisture vapor away from the product and reducing the odds of condensation, clumping, and microbial growth. When respiration heat from produce or temperature transitions along the supply chain create a pressure differential, the bag’s permeable pathways turn physics into a performance feature. In short: the value is controlled air movement without sacrificing the durability and branding that modern distribution requires.
The idea is simple; the execution is sophisticated. Tape geometry and weave density establish a baseline porosity. Coatings, laminates, and graphics add appeal and abrasion resistance yet tend to close pores. Venting technologies—hot‑needle microperforation, laser microperforation, and vent‑strip integration—restore or augment airflow to a precise target. Seams, gussets, closures, liners, and pallet practices either preserve the intent or undo it. The best results happen when specification, manufacturing, and logistics operate as a coherent system.
Common Synonyms and Industry Terms
Tip — alternate names you may encounter
- Ventilated PP woven sacks
- Air‑permeable polypropylene bags
- Microperforated PP woven packaging
- Laser‑vented BOPP laminated woven bags
- Vent‑strip woven sacks
- Ventilated FIBCs (ventilated big bags)
- Open‑top breathable woven bags
- PP woven bags with breathable PE liner (slit or microperforated)
Different terms emphasize different mechanisms. “Ventilated” signals macro‑airflow via vent windows or panels; “microperforated” highlights micro‑scale pores added post‑lamination; “air‑permeable” is test‑method friendly and reminds buyers to measure airflow using standardized protocols rather than relying on subjective feel.
Key Features You Can Engineer
Airflow tunability
Air permeability can be specified as L/m²/s at a fixed pressure differential using ISO 9237 or ASTM D737. This lets you harmonize the fabric, coating, and perforation so airflow is steady across batches.
Moisture management
Permeable pathways reduce fogging and surface wetting in cold‑to‑warm transitions. Less condensation means fewer mold complaints and better texture for produce or powders.
Print‑ready surfaces
BOPP lamination enables high‑fidelity graphics and scuff resistance. Microperforation restores airflow after lamination so shelf appeal and ventilation coexist.
Mechanical strength
Woven PP fabrics deliver high tensile and tear resistance at low weight. Seam selection (lockstitch or chainstitch) and SPI control retain lateral airflow without inviting sifting.
Food‑contact compliance
Material and ink systems can be built to meet 21 CFR 177.1520, GB 4806.7‑2016/2023, and GB 4806.14‑2023 so you can handle food or feed ingredients confidently.
Scalable venting methods
Hot‑needle perforation is cost‑efficient at volume; laser perforation offers tight pore diameter tolerance and uniformity; vent strips add macro‑convection where needed.
Each feature interacts with the rest. Airflow must be balanced against sifting resistance; print coverage must be coordinated with pore maps; seam density must avoid choking lateral diffusion. Treating the bag as a system is the surest path to consistent field performance.
How the Production Process Works
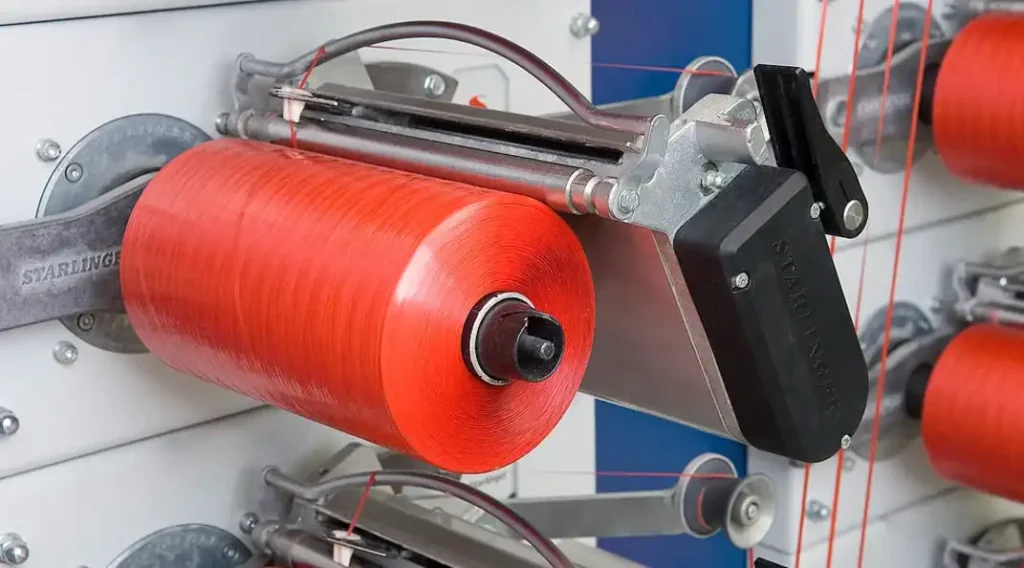
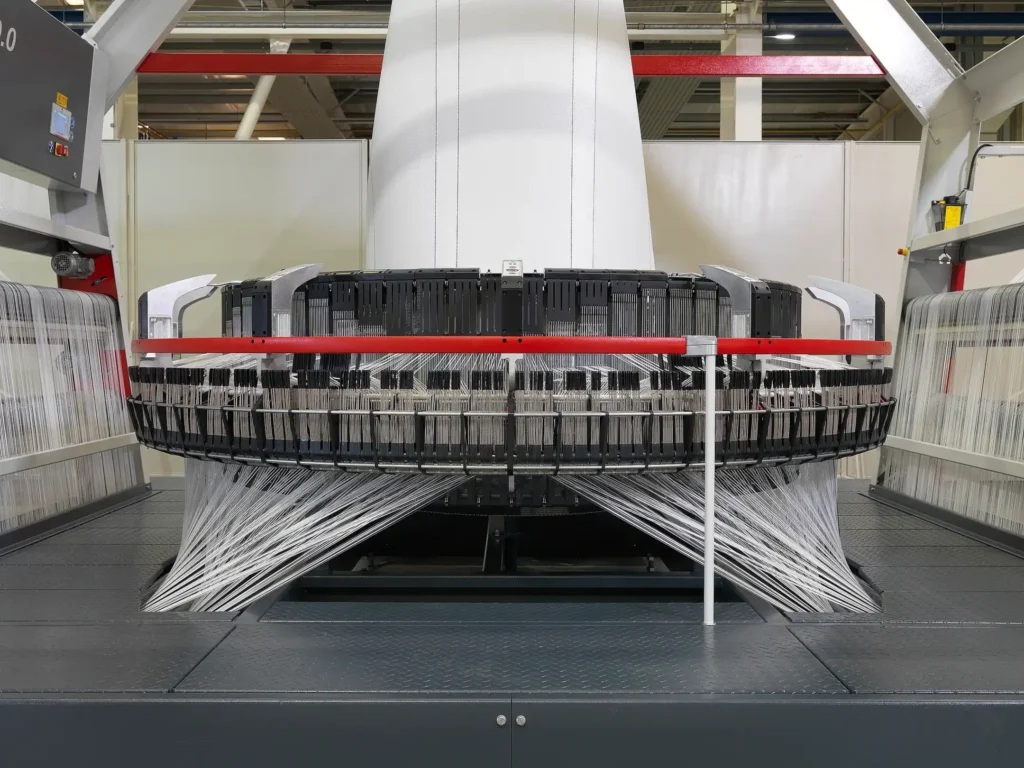
Manufacture begins with PP resin extruded and slit into tapes, then biaxially drawn to build strength. Woven on circular or flat looms, the tape fabric becomes the base cloth. From here, there are two primary routes. Uncoated fabrics keep native porosity for maximum airflow. Laminated or coated fabrics add stiffness, scuff resistance, and high‑impact print areas—then regain permeability with carefully engineered vents. The bag’s final behavior depends on how these elements are tuned at each stage.
1) Tape formation and weaving
Draw ratios calibrate tensile vs. elongation. Tape width (2.5–5.0 mm typical) and pick counts (≈40–60 tapes/10 cm in warp and weft) set the geometry for inter‑tape pores.
The woven cloth’s weight often ranges from ≈50–80 g/m² for light sacks, rising for rough logistics. Quality checkpoints include tape tenacity and fabric tear values under GB/T 8946‑2013.
2) Coating, lamination, and printing
Extrusion coating or BOPP lamination boosts print fidelity. Reverse‑printed BOPP shields inks and enhances shelf impact. Since lamination closes pores, you plan venting after print—mapping vents away from heavy ink coverage and crease lines.
Ink systems for food‑contact packaging are selected to meet GB 4806.14‑2023; site hygiene is governed by BRCGS Packaging Materials (Issue 7) or FSSC 22000 (Version 6).
3) Venting technologies
Hot‑needle microperforation forms conical pores rapidly and economically. Laser microperforation delivers round, consistent holes with tight standard deviation in the 10–200 μm envelope. Vent‑strip windows add macroscopic channels for convection.
Airflow targets are verified by ISO 9237 or ASTM D737 at fixed ΔP (often 200 Pa) and a set head area (often 20 cm²). Record results pre‑ and post‑lamination to prevent surprises.
4) Cutting, sewing, and finishing
Seam strategy matters. Over‑tight SPI can choke lateral airflow; under‑tight seams raise sifting risk. Lockstitch vs. chainstitch choices and anti‑sift tapes are tuned to the product. Finished sacks are checked using ISO 7965 drop tests and seam evaluations.
Throughout, compliance documentation is assembled: 21 CFR 177.1520 for PP polymers, GB 4806.7‑2016/2023 for plastic food‑contact, ISO 21898:2024 for ventilated FIBCs, and site certificates. Third‑party literature from FAO and other postharvest authorities consistently emphasizes moisture management as a primary lever for food‑loss reduction—a reminder that air is not an afterthought but a strategic design variable.
Where These Bags Excel: Applications and Use‑Case Patterns
Applications split into two logics: products that breathe and products that trap humidity. Produce such as onions, garlic, and potatoes release moisture and CO₂; breathable packaging allows that vapor to escape, controlling condensation during cold‑to‑warm transitions. Minerals and building materials may not respire yet suffer from trapped humidity in rainy seasons; controlled ventilation stabilizes handling and weight while limiting odor or caking. And in food packaging, balancing water activity, aroma, and shelf aesthetics demands precise coordination of vents with graphics, seams, and pallet practices.
Fresh produce supply chains
Alliums and tubers benefit from bags with either uncoated woven cloth or laminated faces paired with laser vents on panels and gussets. Air chimneys form when vent positions align with pallet geometry; ventilated stretch wrap and perforated pallet caps complete the pathway.
Grains, seeds, feed
For materials sensitive to caking, a moderate airflow window reduces moisture accumulation without encouraging fines loss. Anti‑sift seams and dust flaps remain important in long‑haul transit.
Food packaging
Retail‑facing SKUs adopt BOPP lamination and precise microperforation to keep graphics crisp and pallets dry. Site hygiene frameworks such as BRCGS Packaging Materials (Issue 7) and FSSC 22000 (Version 6) are increasingly requested by buyers.
Industrial and construction
Open‑top woven bags support fast loading of aggregates and sands. In wet seasons, controlled ventilation limits moisture pockets. For waste streams, leak‑proofing and ventilation work together to meet regulatory expectations.
For deeper dives into adjacent configurations, explore related resources: leakproof breathable PP woven bags for waste management, breathable PP woven bags with PE liner for fertilizer, breathable woven bags for food packaging, and open‑top breathable PP woven bags for building materials.
Standards, Certifications, and Third‑Party Guidance
Specifying by recognized codes transforms quality debates into verifiable checkpoints. Materials fall under 21 CFR 177.1520 for PP polymers and GB 4806.7‑2016/2023 for plastic food‑contact articles; printing inks for food‑contact layers are governed by GB 4806.14‑2023. Air permeability is validated via ISO 9237 or ASTM D737 at fixed ΔP and head area. Woven sack construction references GB/T 8946‑2013; handling robustness uses ISO 7965 or ASTM D5276 drop protocols; ventilated FIBCs must also pass ISO 21898:2024 type tests. Packaging sites demonstrate hygiene and traceability with BRCGS Packaging Materials (Issue 7) and FSSC 22000 (Version 6, with ISO/TS 22002‑4 PRPs).
Cross‑referencing independent literature helps teams focus on the right variables. FAO postharvest publications, Codex‑aligned guidance on food‑contact materials, and retailer technical standards all emphasize moisture control and traceability in mixed‑climate lanes. The takeaway is straightforward: document your airflow target, prove it in the lab, and preserve it in the warehouse.
Specification Tables and Configuration Patterns
Use tables to turn preferences into repeatable orders. The first table lists parameters you can lock in purchase documents. The second suggests starting configurations linked to typical use‑cases. Treat them as a baseline, then tighten numbers after pilot runs in your actual lanes.
Design Reasoning: Why Choices Matter
Consider the trade‑offs. More pores raise airflow yet can elevate sifting risk for dusty products. Heavier laminate enables vivid graphics and scuff resistance but requires vent recovery to avoid condensation at dawn deliveries. Hot‑needle perforation is flexible and cost‑effective; laser perforation enforces tight standard deviation for airflow maps across the web. Vent strips create macro‑channels that power convection in ambient sheds; they also reduce local tensile, so label placement and stitch strategy must adapt. None of these are contradictions. They are dials to turn in proportion to your risk profile.
Across China’s seasonal corridors—early Yunnan, mid Henan/Shandong, late Gansu—pallets traverse cool nights and humid docks. The same specification breathes differently at 2 °C/85% RH than at 25 °C/50% RH. That is why written airflow targets, verified at a fixed ΔP and test head, matter just as much as visual inspection. Measure once, pilot twice, and then standardize on the numbers that deliver dry pallets.
Implementation Aids: Cards and Callouts for Teams
Callout — purchase order insert
Method: ISO 9237 or ASTM D737; ΔP = 200 Pa; test head = 20 cm²; target airflow ≥ ___ L/m²/s (record pre‑/post‑lamination). Fabric: ___ g/m²; warp/weft = ___/___ tapes/10 cm; tape width ___ mm. Structure: [Uncoated] or [BOPP laminated ___ g/m²] with [hot‑needle/laser] perforation (Ø ___ μm; pitch ___ mm; rows ___). Seams: [lock/chain], SPI ___, anti‑sift tape ___. Compliance: 21 CFR 177.1520; GB 4806.7; GB 4806.14; GB/T 8946; ISO 7965 or ASTM D5276. FIBC: ISO 21898:2024; SWL ___ kg; vent panels ___; stacking class ___. Palletization: ventilated film; column gaps; perforated caps.
Incoming QA
GSM, pick counts, pore/vent counts and diameter checks, ISO 9237 airflow at the agreed ΔP, seam SPI, drop testing. Confirm graphics do not blanket vent zones.
Pilot protocol
Run at least two climate legs (cold→warm; dry→humid) and one storage duration. Log visible moisture scores and time‑in‑condensation; iterate vent geometry and wrap tension.
Pallet habits
Ventilated stretch film, column gaps, and perforated caps are not afterthoughts; they are part of the airflow pathway. Over‑wrap quietly undoes technical gains.

Understanding Airflow as a System, Not a Feature
Ask a simple question: why do some sacks arrive dry and bright while others sweat through the dawn delivery window? The answer is rarely “one pore setting.” It is a system—polymer to pallet; tape geometry to seam discipline; pore maps to warehouse wind. Breathable PP Woven Bags perform when five layers line up: resin chemistry, tape‑and‑fabric architecture, venting and finishing, bag‑level construction, and logistics environment. Change one, and the result changes. Change two, and the stack behaves like a different product.
SOM PP Fabric Bags Excellence
High-quality breathable PP woven bags with excellent fabric performance and reliable air permeability.
Check More →Sewn Open Mouth PP Bags Manufacturer
China professional manufacturer & supplier of durable breathable sewn open mouth PP woven bags.
Check More →Polypropylene Woven Bags China
China-based supplier of full-series PP woven bags including breathable types for global customers.
Check More →Heavy-Duty Woven Bags Guide
Complete guide for breathable heavy-duty PP woven bags with strength and ventilation performance.
Check More →We extend this system with a practical lens. Air moves because pressure differences exist (cold surfaces, warm cores), because pores permit passage (inter‑tape voids, microholes), and because stacks either help or hinder convection. When airflow is tuned, condensation is controlled; when airflow is blocked, moisture condenses on the first cold surface it finds—usually film, laminate, or pallet cap. Breathable PP Woven Bags make physics your ally rather than your adversary.
Rhetorically: Must we choose between print beauty and dry pallets? Between tensile strength and pore openness? Not if we treat the package as a network of causes rather than a canvas for a single feature.
From Polymer to Pallet: How Materials Enable Breathability
Resin and Tape Orientation
Polypropylene homopolymer or random copolymer is drawn into oriented tapes. Melt flow index sets drawability, nucleators fix crystallization behavior, antioxidants and UV packages stabilize the web. Tapes define the “rails” across which pores are formed. Narrower tapes create more inter‑tape voids per unit width; wider tapes create larger but fewer voids. Breathable PP Woven Bags rely on this controllable geometry as their first lever.
Weave Density and Architecture
Warp/weft counts (for example, 40–60 tapes per 10 cm each direction in plain weave) decide the porosity window. Lower counts open the cloth for airflow but allow fines sifting; higher counts close pores, improving sifting resistance and tensile strength while suppressing airflow. Leno‑style vent strips add macro‑channels without changing the whole field. In practice, a buyer asks for numbers: GSM targets, pick counts, tape width. We translate those into air‑permeability targets and confirm the fabric actually breathes as specified.
Coating, Lamination, and the Breathability Paradox
Extrusion coating and BOPP lamination are excellent for print fidelity and scuff resistance; they also collapse the native porosity of the woven cloth. Breathable PP Woven Bags regain airflow by microperforation—hot‑needle for conical pores at scale, laser for precise, round holes in the 10–200 μm envelope. Hot‑needle gives widely available economics; laser delivers repeatable diameter and tight airflow tolerances. The choice is not merely “cost vs. quality”; it is portfolio design: hot‑needle for domestic utility SKUs, laser where retail graphics and condensation control are both non‑negotiable.
Seams, Closures, and Lateral Flow
Chainstitch vs. lockstitch, SPI (stitches per inch), seam allowance, and anti‑sift tapes look like mechanical trivia—until lateral airflow is choked at the very edges meant to vent the stack. Over‑tight SPI at the sidewalls blocks lateral diffusion, making the bag behave tighter than its cloth suggests. When handlers ask, “Why did the top layer sweat?”, seam density plus pallet capping are frequent culprits. Breathable PP Woven Bags need breathable habits—at the sewing machine and on the dock.
Environment as the Unseen Variable
At 2 °C and 85% RH, a pallet breathes differently than at 25 °C and 50% RH. Dew point meets respiration heat; wrap tension meets morning fog. The same specification lives two lives across climates. Treat airflow as a system property: fabric + venting + seam + pallet + warehouse.
Measuring What Matters: Methods, Metrics, and Meaning
Numbers convert adjectives into agreements. Buyers should specify airflow as L/m²/s at a fixed pressure drop and test head area. Two widely used methods—ISO 9237 (EN ISO 9237) and ASTM D737—deliver comparable constructs, provided the pressure differential (often 100–200 Pa) and the test head (often 20 cm²) are locked. Report both. For coated and laminated constructions with microperforation, flow rises non‑linearly with pressure; standardizing ΔP prevents false comparisons between vendors.
Microscopy makes pore geometry visible. Count holes; measure diameters; map positions. For vent‑strip sacks, tensile checks at the vent panel ensure that macro‑channels do not become tear initiators. For FIBCs, ISO 21898 type tests (top lift, cyclic, stacking) remain mandatory; ventilation never exempts structural integrity.
When Breathable PP Woven Bags are framed with measurable airflow, suppliers innovate responsibly. Without numbers, debate drifts toward anecdotes: “looks vented,” “feels tight,” “usually okay.” Numbers decide.
Failure Modes You Can Predict—and Prevent
Condensation at Dawn
Cold product meets warm, humid dock. Moisture condenses on the first vapor‑tight face it finds: a laminated panel, a solid pallet cap, or an over‑tight stretch wrap. The fix is not magic; it is choreography. Use ventilated stretch film or reduce wrap tension. Place vents near gussets and on faces away from neighboring stacks to create chimneys. Perforated pallet caps restore top‑down venting. In trials, such habits often cut visible wetting events even when fabric specs remain unchanged.
Fines Sifting During Transit
Uncoated woven cloth with low pick counts can breathe well yet lose fines over long rail legs. Turn the knobs: slightly higher pick counts, seam tapes or tighter SPI at the mouth, dust flaps. With Breathable PP Woven Bags, airflow and sifting resistance are independent levers—tune both.
Label Scuff vs. Vent Window Placement
Vent strips increase convection but reduce local tensile and can scuff labels if graphics extend over the strip. The remedy is layout discipline: keep heavy inks off vent windows; position labels on solid cloth; use gusset vents where billboard print must dominate the front panel.
Over‑engineered Liners
A full liner prevents aroma transfer and dust but turns a breathable structure into a near‑sealed microclimate unless perforated. For onions and potatoes, use slit or microperforated liners only when hygiene or cross‑odor concerns make liners unavoidable.
Where Airflow Pays: Application Portfolios and Field Realities
Alliums and Tubers
High‑respiration commodities—onions, garlic, potatoes—benefit when convection persists from curing through distribution. Regional seasonality in China (Yunnan early, Henan/Shandong mid, Gansu late; potatoes strong in Gansu and Inner Mongolia) means pallets cross climate lines. For these lanes, Breathable PP Woven Bags configured as uncoated woven cloth or vent‑strip sacks work well for bulk utility, while BOPP laminated plus laser venting satisfies retail‑grade print without surrendering moisture control.
Seed Lots in Short‑Haul Movements
Seed potatoes continue to respire; localized sweating during farm‑to‑storage transfers is common. Vent‑strip sacks support lateral airflow; tighter seams and dust flaps curb soil shed. Microperforated laminates offer a middle ground where print must identify lots at a distance.
Carton Integration for Export
Breathability inside cartons is a blind spot. Pair sack vent maps to carton die‑cut vents; create vertical chimneys through the column. In many warehouses, the best “upgrade” is a re‑routing of airflow rather than a re‑specification of the bag.
Ambient Sheds and Rural Depots
Ventilated FIBCs with multiple vertical vent panels encourage side‑to‑side flow in non‑refrigerated sheds. Cross‑vent stacks. Use dunnage to separate columns. Swap solid wrap for ventilated films. Because Breathable PP Woven Bags can still suffocate inside a fortress of plastic.
The Specification Playbook: Turning Intent into Purchase Orders
Replace “breathable” with a ladder of numbers. Select a method (ISO 9237 or ASTM D737). Fix ΔP (for example, 200 Pa) and test head (for example, 20 cm²). Set a target range in L/m²/s for each SKU, pre‑ and post‑lamination. Lock weave variables: GSM; warp/weft pick counts; tape width. Specify venting by mechanism and geometry: laser diameter and pitch; hot‑needle row count and spacing; vent‑strip count and width. Add sewing rules: stitch type, SPI, seam allowance; anti‑sift treatment. Attach compliance anchors to the PO: FDA 21 CFR 177.1520 for PP; GB/T 8946‑2013 for woven sacks; GB 4806.14‑2023 for food‑contact inks; site systems like BRCGS Packaging Materials Issue 7 and FSSC 22000 (Version 6).
Now, one more rule: pilot with your climate. Run at least two legs (cold→warm; dry→humid). Log condensation hours, surface moisture scores, and returns. Adjust pore maps, wrap tension, or seam density based on real lanes—not assumptions.
Comparative Choices: Hot‑Needle, Laser, and Vent Panels
Is hot‑needle “cheap” and laser “premium”? Sometimes. But the true axis is tolerance. Hot‑needle microperforation creates conical pores with wider variability; airflow bands are broader. Laser creates round holes with tight standard deviation; airflow stays consistent across the web and through batches. Vent strips add macro‑channels that raise convection at low pressure gradients but must be protected from scuff and tear. For printed retail SKUs, laser venting aligned to graphics and gusset folds often wins. For bulk agri use in sheds, vent‑strip sacks and ventilated FIBCs drive convective exchange with fewer process constraints. Breathable PP Woven Bags exist across this spectrum; portfolios rarely pick just one approach.
Standards and Certifications that Shorten Audits and Reduce Risk
When specifications cite codes, audits accelerate. Materials fall under U.S. FDA 21 CFR 177.1520 for PP food contact; China’s GB 4806.7‑2016/2023 for plastic food‑contact materials; GB 4806.14‑2023 for food‑contact inks. Air permeability is validated using ISO 9237 or ASTM D737. Woven sack construction references GB/T 8946‑2013; filled sack handling references ISO 7965 and ASTM D5276. Ventilated FIBCs must still meet ISO 21898:2024 type tests: top lift, cyclic, stacking, marking, SWL.
Packaging sites signal discipline with BRCGS Packaging Materials (Issue 7) and FSSC 22000 (Version 6), which embed hygiene zoning, foreign‑matter control, and ink/adhesive governance into daily routines. Breathable PP Woven Bags manufactured under these systems inherit the traceability and corrective‑action rigor buyers expect.
Parameters that Matter: Condensed Views
Engineering Levers for Airflow
| Parameter | Typical Windows | Why It Matters | Practical Buyer Notes |
|---|---|---|---|
| Tape width | 2.5–5.0 mm | Sets inter‑tape pore geometry | Narrower: more pores per width; wider: fewer, larger pores. |
| Fabric weight (GSM) | ~50–80 g/m² (light sacks); heavier for rough logistics | Heavier reduces airflow, raises tensile | Verify with GB/T 8946 mechanicals. |
| Pick counts (warp/weft) | ~40–60 tapes / 10 cm | Direct porosity control | Balance airflow vs. sifting resistance. |
| Coating/lamination | None; PP/PE coat; BOPP laminate | Collapses native porosity | Re‑vent with laser or hot‑needle after lamination. |
| Venting method | Laser microperforation; hot‑needle; vent strips/windows; ventilated FIBCs | Governs airflow consistency | Laser = tight tolerance; vent strips = macro‑convection. |
| Target air permeability | Specify L/m²/s at ΔP & head area | Converts “breathable” into a KPI | Use ISO 9237 or ASTM D737; lock ΔP (e.g., 200 Pa). |
| Seam engineering | SPI; stitch type; anti‑sift | Prevents fines loss; preserves lateral flow | Over‑tight SPI can choke edge ventilation. |
| Palletization | Ventilated film; column gaps | Determines stack‑level airflow | Over‑wrap negates a breathable fabric. |
Compliance Map with Concrete Codes
| Requirement | Code | Application |
|---|---|---|
| Polypropylene food contact | 21 CFR 177.1520 | U.S. compliance for PP in food‑contact articles |
| Plastic materials in contact with food (China) | GB 4806.7‑2016 / 2023 | Material/overall migration parameters |
| Food‑contact printing inks (China) | GB 4806.14‑2023 | Ink composition and migration control |
| Fabric air permeability | ISO 9237 / ASTM D737 | Lab verification of airflow under set ΔP |
| Plastic woven sacks | GB/T 8946‑2013 | Dimensions, mechanicals, inspection rules |
| Filled sack drop | ISO 7965 / ASTM D5276 | Handling robustness |
| Ventilated FIBC type tests | ISO 21898:2024 | Top‑lift, cyclic, stacking; marking & SWL |
| Packaging site management | BRCGS Packaging Issue 7 | GFSI‑recognized site certification |
| Packaging FSMS | FSSC 22000 (v6), ISO/TS 22002‑4 | PRPs for packaging manufacturing |
Illustrative Configurations
| Use Case | Fabric & Weave | Venting | Notes | |
|---|---|---|---|---|
| 25 kg onions (domestic) | ~60 g/m², 45×45 tapes/10 cm | Uncoated; 2–3 vent strips/side | Flexo 2–3 colors | Max airflow; add anti‑sift seams. |
| 20–25 kg onions (retail) | ~70 g/m², 50×50 | BOPP + laser vents on faces & gussets | Gravure 6–8 colors | Balance graphics with venting; set ISO 9237 target. |
| Seed potatoes (short haul) | ~65 g/m², 45×50 | Uncoated; vent windows | Flexo 1–2 colors | Dust flaps mitigate sifting. |
| Ventilated FIBC (potatoes) | Heavy PP with vent panels | Vent panels only | Label print | Conform to ISO 21898 for SWL & stacking. |
Airflow Target Ladder (Indicative Ranges for Discussion)
| Commodity Context | Suggested Lab ΔP | Typical Target Band (L/m²/s) | Notes |
|---|---|---|---|
| High‑respiration onions during curing | 200 Pa | 400–800 | Favor uncoated cloth or generous venting. |
| Retail‑facing onions in laminated sacks | 200 Pa | 120–300 | Use laser vents; manage wrap tension. |
| Seed potatoes short‑haul | 200 Pa | 300–600 | Vent strips + anti‑sift seam strategy. |
| Ambient shed storage in ventilated FIBC | 200 Pa (panel basis) | Field‑validated | Verify convection with stack spacing. |
Actual setpoints should be defined via pilots under local climate and logistics; the bands above are used as conversation starters in engineering reviews of Breathable PP Woven Bags.
China Market Pathways: Regional Rhythms, Development Phases, and Brand Signals
Regional Rhythms
Supply rolls across provinces—early Yunnan, then Henan/Shandong, then Gansu—with potatoes anchored in Gansu and Inner Mongolia. Packaging must survive trains, highways, and transfers between cold and ambient docks. When brands tie airflow setpoints to each season’s movement, moisture complaints fall and shelf life stabilizes. Breathable PP Woven Bags are the enabler, but process discipline is the differentiator.
Development Phases (2015–2025)
Phase 1 emphasized cost and availability—uncoated woven cloth carried the day. Phase 2 brought branding and export—BOPP lamination, higher color counts. Phase 3 optimized systems—ventilated FIBCs for shed storage, pallet‑level vent strategies, numeric specs under ISO 9237. Phase 4 is underway—certification and traceability, with GB 4806.14‑2023 ink governance, BRCGS Issue 7 audits, QR‑coded lots, and inline airflow QA on lamination/perforation lines.
Branding Trendlines (2025–2030)
Brands will publish airflow setpoints on datasheets; it becomes a promise. Laser‑vented BOPP structures expand; pore maps align to graphics and gussets. Sustainability grows pragmatic: mono‑material designs where feasible, recycled content in non‑food‑contact layers when compliant, and transparent site certifications. Breathable PP Woven Bags evolve from “nice to have” to “core brand attribute.”
VidePak’s Difference: Strategy, Not Slogans
Long horizon. Brand first. Quality led. That is not a tagline; it is an operating system. We design Breathable PP Woven Bags as part of a bigger control loop. Airflow setpoints are defined with you, then held on the line with statistical controls: GSM and pick counts inbound, pore diameter and count on laminated runs, ISO 9237 confirmation at fixed ΔP. We plan print layouts to preserve vent zones. We assume BRCGS Packaging Issue 7 and FSSC 22000 (v6) as baseline, not aspiration.
We also prototype in your lanes—your crop, your wrap practices, your dock windows. Why? Because claims and returns cost more than a well‑run pilot. Because brand trust compounds. Because pallets that arrive dry buy you one more season of shelf space.
Buyer’s Operating Guide: From Spec to Scale
- Define airflow at a fixed method, ΔP, and head size.
- Choose an architecture for each SKU: uncoated woven, laminated + microperforation, or vent‑strip. For FIBCs, use ventilated panels.
- Lock fabric variables and vent geometry; record pre‑/post‑print airflow.
- Engineer seams and closures for both sifting resistance and lateral ventilation.
- Plan palletization: ventilated film, column gaps, perforated caps.
- Attach compliance codes and site certificates to the PO.
- Pilot across climate legs; collect moisture and claim data; iterate.
- Scale with incoming QA: GSM, pick counts, pore maps, ISO 9237 checks at the agreed ΔP.
Rhetorical Questions that Clarify Decisions
Is more airflow always better? Not when fines sifting matters. Is lamination always the enemy of breathability? Not when laser vents bring it back under control. Are vent strips “old‑school”? Not where ambient sheds and high‑respiration crops demand macro‑convection. Do liners always ruin breathability? Not if perforated intentionally for the risk you’re mitigating. The art—and the science—of Breathable PP Woven Bags is choosing proportional responses to specific risks.
Internal Links for Related Solutions
For readers exploring adjacent configurations and materials strategies, consider these resources anchored to long‑tail terms:
- heavy‑duty Breathable PP Woven Bags for construction waste management — https://www.pp-wovenbags.com/heavy-duty-woven-bags-a-robust-solution-for-construction-waste-management/
- transparent Breathable PP Woven Bags using advanced materials and technology — https://www.pp-wovenbags.com/transparent-woven-bags-unveiling-the-future-of-packaging-with-advanced-materials-and-technology/
- customizable Breathable PP Woven Bags for versatile, brand‑ready packaging — https://www.pp-wovenbags.com/customizable-polypropylene-bags-versatility-and-quality-with-videpak/
Implementation Checklists That Reduce Rework
Purchase Order Insert (Ready to Paste)
- Method: ISO 9237; ΔP = 200 Pa; test head = 20 cm²; target airflow ≥ _ L/m²/s (record pre‑ and post‑lamination).
- Fabric: _ g/m²; warp/weft = / tapes per 10 cm; tape width _ mm.
- Structure: [Uncoated] or [BOPP laminated _ g/m²] with [laser/hot‑needle] perforation (Ø μm; pitch mm; rows _).
- Seams: [lock/chain], SPI , seam allowance ; anti‑sift tape _.
- Compliance: 21 CFR 177.1520; GB 4806.7; GB 4806.14; GB/T 8946; ISO 7965 or ASTM D5276.
- FIBC: ISO 21898 compliance; SWL _ kg; vent panels ; stacking test class .
- Palletization: ventilated stretch film; column gaps 1–2 sack widths per 3 rows; perforated pallet cap.
Incoming QA Sampling Plan
- GSM (± tolerance), pick counts, vent/porosity checks, pore diameter & count (for perforated laminate), ISO 9237 airflow at specified ΔP, seam SPI and appearance, filled‑sack drop.
- Visual confirmation that heavy ink does not cover vent windows or mapped pore fields.
Field Pilot Protocol
- Select at least two climate legs (cold→warm; dry→humid) and one storage duration; log hours in condensation; score visible moisture; associate claim rates to airflow readings; iterate vent geometry or wrap tension accordingly.
- For FIBC deployments, record stack spacing and shed cross‑flow in addition to bag specs; convection depends on both.
Language, Style, and the Human Factor
Parallelism clarifies: choose, lock, pilot, scale. Contrast persuades: open pores where you need airflow, close stitch where you need sifting control. Repetition underlines: measure at a fixed ΔP, measure at a fixed ΔP. Ask questions the way operators do: “Will this pallet sweat at dawn?” Answer with specific acts: “Lower wrap tension; add gusset vents; use perforated caps.” Breathable PP Woven Bags reward this human habit—linking observation to action—because airflow is tangible, measurable, and manageable.
Frequently Asked Technical Questions (and Pragmatic Answers)
Q: Will increasing vent rows always lower condensation risk?
A: Only until pallet practices negate the gain. Over‑wrap a well‑vented sack and you recreate a greenhouse. Balance bag‑level venting with stack‑level venting.
Q: Are laser perforations too delicate for rough handling?
A: The holes are small; the laminate bears the abuse. What matters is not the presence of holes but the overall laminate integrity and seam reinforcement. In retail SKUs, the laminate usually wins on scuff versus uncoated cloth.
Q: How do I pick between uncoated woven and laminated with vents?
A: Start with your retail objective and logistics risk. If billboard print and shelf impact are mandatory, laminates plus laser vents are your starting point. If bulk utility dominates, uncoated woven or vent‑strip sacks lower cost and raise convection.
Q: Can I standardize one airflow number across all provinces and seasons?
A: You can—but you will over‑vent some lanes and under‑vent others. Better: a family of setpoints tuned to climate legs, each verified at the same ΔP and head area.
Q: Do liners always destroy breathability?
A: Not if perforated for purpose. Perforated or slit liners can manage aroma while retaining functional airflow.
Q: What single mistake generates the most claims?
A: Over‑tight, non‑ventilated stretch wrap on a cold pallet moving into humid air.
A Note on Sustainability Without Buzzwords
Mono‑material paths matter. Breathable PP Woven Bags use PP for fabric, coat, and laminate structures, simplifying downstream handling where PP streams exist. Where regulations permit, recycled content may enter non‑food‑contact layers; where they do not, traceable virgin grades maintain compliance. The most immediate sustainability gain, however, is avoided waste from moisture damage—a problem airflow solves in the most direct, measurable way.
Introduction: Why Performance‑Engineered Breathability Matters
When agricultural pallets cross cool nights and humid dawns, moisture tries to condense wherever vapor meets a cold, less permeable surface. The difference between dry, market‑ready produce and damp, claim‑ridden freight is rarely luck. It is design. In that context, Breathable PP Woven Bags solve a deceptively simple problem—move air where it should move and keep strength where it must hold. Behind the simplicity lies a system: resin and tape geometry set the baseline pore architecture; weaving and coating/lamination shift that baseline; venting methods, seam discipline, and pallet practices either preserve or sabotage the intended airflow. This article uses a problem‑driven, systems lens to make the logic explicit and actionable.
We proceed with a clear argumentative chain (introduction → methods → results → discussion) while keeping each section practical. Horizontally, we compare technologies and logistics habits across domains—textiles, food science, cold chain, and quality systems—to reveal common mechanisms. Vertically, we decompose air movement from polymer to pallet and climb back up to brand strategy. Throughout, we reference standards and certifications so that buyers can turn adjectives into agreements. Above all, we center real‑world use: Breathable PP Woven Bags for high‑respiration crops, humidity‑sensitive foods, and industrial goods that dislike water pockets.
Why Is a Field Packaging Technologist Worth the Cost When a Breathability Failure Hits?
When pallets arrive wet, intuition points at the bag fabric. But the root cause often lives elsewhere: an over‑tight stretch wrap, a solid pallet cap, heavy ink that blankets vent zones, or a cold‑to‑warm transition without acclimation. A field technologist dissects these layers in situ. They instrument airflow (ISO 9237 or ASTM D737 at fixed ΔP and test area), read seam density (SPI) at the sidewalls, inspect pore geometry under a loupe, and trace the air pathway through the stack. In practical terms, a half‑day diagnostic can prevent an entire season of recurring claims. The fee is an insurance premium on brand reputation—especially for retail‑facing SKUs using laminated prints where graphics and breathability must coexist. In our methods vocabulary, this is hypothesis‑driven troubleshooting: measure, adjust, verify. In the results vocabulary, it is fewer returns and steadier shelf texture. For Breathable PP Woven Bags, an expert prevents the classic trap—optimizing one link (bag spec) while the pallet or dock destroys the airflow you paid to engineer.
How Do I Figure Out Which Components Fit My Program of Breathable PP Woven Bags?
Think of component selection as a design equation, not a shopping list. Start with the product’s moisture behavior (respiration, inherent water activity, or ambient humidity exposure) and the lane’s climate profile (cold→warm, dry→humid). Then tune six dials: tape width (inter‑tape pore count), pick counts (porosity versus sifting resistance), base GSM (strength vs. air), surface finish (uncoated for native porosity or BOPP/PE for print), venting mechanism (laser, hot‑needle, vent strip), and seam strategy (stitch type and SPI). With Breathable PP Woven Bags, each dial carries a clear trade‑off. Narrower tapes and lower pick counts breathe more but can shed fines. Laminates print beautifully but must be re‑vented. Laser vents deliver tight airflow tolerances, crucial when pallets enter warm docks after cold storage. Hot‑needle is rapid and cost‑efficient for domestic utility SKUs. Vent strips add macro‑convection but reduce local tensile, so labels must avoid the strip. Finally, pallet practices—ventilated film, column gaps, perforated caps—decide whether the engineered airflow actually leaves the stack.
Cross‑domain analogy helps. Electronics treat signal integrity from chip to board to cable; food packaging should treat air integrity from fabric to seam to pallet. Vertical reasoning matters as well: polymer choice and additive packages (UV stabilizers, antioxidants) preserve tape quality; weaving locks porosity; coatings/laminates increase stiffness and print holdout; perforation restores breathability; sewing defines edge diffusion; palletization either opens or closes the chimney. Map these layers and your component fit reveals itself.
My Cold Chain Keeps Sweating; What Gives?
Dawn condensation follows physics, not mood. Cold product meets warmer, humid air at the dock; vapor condenses on the first low‑permeability face available. If a stack is wrapped tightly with non‑ventilated film or capped with a solid sheet, moisture settles there. Even well‑designed Breathable PP Woven Bags cannot breathe through a plastic fortress. Methods: lower wrap tension or choose ventilated film; replace solid caps with perforated caps; align vent zones to pallet perimeters and gussets to form chimneys. Results: visible wetting events drop; mold complaints recede; rejections decrease. Discussion: the bag is necessary but not sufficient—stack habits determine whether airflow is allowed to perform the duty it was engineered to perform.
How Critical Are Vent Maps and Seam Paths in the Overall Function of Breathable PP Woven Bags?
Vent maps are to air what wiring diagrams are to electricity. On laminated faces, graphics create “ink blankets”; vent rows must avoid those blankets and collect in zones that can exchange air with the ambient: gusset folds, panel edges, or areas away from neighboring stacks. Seam paths matter because over‑tight SPI seals lateral diffusion at precisely the places air needs to travel. In practice, one adjustment on a sewing machine can cut airflow nearly as effectively as an extra laminate layer. The method: co‑design art files and pore coordinates; specify seam type (lock or chain) and SPI with ranges, not “as convenient.” The result: Breathable PP Woven Bags that match their lab profile in the field. The discussion: design and execution are inseparable; air finds the easiest pathway or none at all.
Do Different Markets Require Dedicated Configurations of Breathable PP Woven Bags?
Absolutely. A high‑respiration onion SKU needs maximum convection during curing and early distribution—uncoated woven or vent‑strip sacks with anti‑sift seams. Retail‑facing onions demand billboard graphics and strong scuff resistance—laminated faces with laser vents along faces and gussets. Seed potatoes in short‑haul lanes favor uncoated woven cloth with vent windows and dust flaps. Food packaging that balances moisture migration and shelf aesthetics chooses laminated structures with tight, repeatable micro‑pores. Industrial and building materials see weight stability and odor control benefits when moderate ventilation alleviates humidity pockets. The horizontal pattern is consistent: different load profiles, climates, and shelf expectations call for distinct architectures. The vertical trend is toward quantified breathability—using the same ISO/ASTM method and ΔP across SKUs—so that every program of Breathable PP Woven Bags becomes comparable and improvable over time.
How Can Brands Extend the Working Life and Value of Breathable PP Woven Bags?
Service life is a multi‑variable function: fabric GSM, UV stability, seam integrity, abrasion from docks, and decisions about reuse or responsible recovery. Brands extend useful life by specifying UV packages for outdoor storage; by protecting vent windows from label scuff; by training warehouses to avoid knife cuts during depalletization; and by planning mono‑material paths that keep polyolefin layers compatible for downstream recycling. Reuse is viable for certain industrial streams if hygiene allows; for food and produce, reuse is generally constrained by sanitation and traceability. However, value does not end at the dock. Designing Breathable PP Woven Bags with clear resin identities and minimal mixed polymers helps channel post‑consumer material to appropriate recyclate streams where regulations permit, tying breathability to sustainability without sacrificing function.
Understanding the Production Process
Production begins with polypropylene resin extruded into sheets, slit, and drawn into high‑tenacity tapes. Tape geometry—thickness and width—interacts with pick counts in weaving to set baseline porosity. Uncoated woven cloth retains air‑friendly pores; extrusion coating or BOPP lamination builds printability and scuff resistance but closes the pores. Venting is then engineered: hot‑needle microperforation for speed and economy or laser microperforation for precise, round holes (10–200 μm typical) with tight standard deviation. Vent‑strip windows add macro‑convection channels. Sewing converts fabric into sacks; seam strategy and SPI preserve lateral diffusion. For bulk programs or storage, ventilated FIBCs rely on vertical vent panels and still must pass ISO 21898 type tests. Through this path, Breathable PP Woven Bags become predictable: measured airflow at set ΔP, documented before and after lamination/printing, validated at incoming QA.
Regulatory anchors keep the line honest. Food‑contact suitability of PP is referenced under 21 CFR 177.1520; plastic food‑contact materials under GB 4806.7‑2016/2023; printing inks under GB 4806.14‑2023. Fabric airflow is verified using ISO 9237 or ASTM D737 at a fixed pressure differential (commonly 100–200 Pa) and a defined head (often 20 cm²). Woven sack performance follows GB/T 8946‑2013; filled sack handling uses ISO 7965 or ASTM D5276; ventilated FIBCs comply with ISO 21898:2024. Packaging sites signal process discipline and hygiene via BRCGS Packaging Materials (Issue 7) or FSSC 22000 (Version 6). Together, these norms let buyers specify, audit, and improve Breathable PP Woven Bags programs with less ambiguity.
Advantages of Breathable PP Woven Bags for High‑Respiration Crops and Humid Logistics
Advantages fall into three buckets: quality outcomes, operational risk control, and brand economics. Quality outcomes include reduced sweating during cold‑to‑warm transitions, fewer wet spots and mold complaints, and less texture degradation for onions, garlic, and potatoes. Operational benefits include lower rework at cross‑docks, fewer pallet rewraps, and smoother acceptance at retailers that audit for condensation damage. Economics appear in fewer claims, steadier shelf life, and the ability to deploy premium graphics without forfeiting moisture control—this is where laser‑vented laminates earn their keep. Horizontally compared to mesh, Breathable PP Woven Bags deliver better tear resistance and print area; compared to paper multiwall, they survive wet docks with fewer integrity losses. Vertically compared to uncoated woven, laminated and microperforated structures can carry brand identity while still meeting airflow setpoints when engineered properly.
Brands investing in sustainability can align breathability with recyclability pathways. Consider linking to recyclable polyolefin routes and color‑coding for warehouse management, which increases picking accuracy and reduces mis‑shipments. Relevant program extensions include recyclable and aesthetic‑forward Breathable PP Woven Bags, open‑mouth, color‑coded Breathable PP Woven Bags for warehouse efficiency, and regulatory‑aligned, recyclable Breathable PP Woven Bags programs.
Applications of Breathable PP Woven Bags Across Sectors
Agriculture: Alliums (onions, garlic) and tubers (potatoes) benefit from steady convective exchange during curing and transit, which Breathable PP Woven Bags provide via inter‑tape voids, microperforation, or vent strips. Food: retail SKUs for nuts, grains, or produce components use laminated faces for graphics and micro‑vents for moisture balance. Industrial: open‑top variants support fast loading of aggregates and sands; controlled ventilation limits humidity pockets during wet seasons. Chemicals and fertilizers: PE liners (slit or microperforated) help balance odor and moisture with airflow when required by hygiene controls. Storage and depots: ventilated FIBCs establish side‑to‑side flow in ambient sheds; spacing and ventilated wrap maintain stack‑level chimneys. The pattern is general: specify airflow setpoints, then adapt structure and pallet habits to achieve them in your lane.
Exploring Constructions and Performance “Grades” of Breathable PP Woven Bags
Rather than abstract grades, think in construction families. Family A: uncoated woven sacks—maximum native airflow, best for curing phases and bulk agri. Family B: BOPP laminated sacks—premium graphics and scuff resistance; require hot‑needle or laser perforation to regain breathability. Family C: vent‑strip sacks—macro‑convection with open windows or leno panels; used where high respiration or ambient storage dominates. Family D: ventilated FIBCs—large bags with vertical vent panels for storage and long ambient periods. Inside each family, the performance knobs are pick counts, tape width, GSM, pore diameter/pitch, vent window count/width, and seam SPI. Across families, Breathable PP Woven Bags share the same measurement backbone: airflow at fixed ΔP and head, documented pre/post processing, and verified in pilots across actual climates.
Benefits of Laser‑Microperforated Designs in Breathable PP Woven Bags
Laser microperforation produces round, consistent pores with low variance, making airflow more predictable across the web and through batches. For retail SKUs, where graphics are non‑negotiable, predictable airflow and minimal heat‑affected zones support condensation control without blooming or print distortion. In contrast, hot‑needle perforation offers speed and economy with conical pores and wider diameter variability; it serves domestic utility and non‑retail sectors well. Vent‑strip solutions create macro‑channels but must be balanced with tensile needs and label placement. Strategically, laser‑vented Breathable PP Woven Bags enable a “no compromise” stance: billboard print outside, moisture control inside, audited air numbers in the spec.
Properties of PP Fabrics and Laminates That Make Breathable PP Woven Bags Work
Polypropylene offers high strength‑to‑weight and chemical resistance; oriented tapes deliver the tensile needed for docks and forklifts. Woven architectures yield anisotropic behavior—high strength along warp/weft, excellent tear resistance for low weight. Laminates raise stiffness and printability; pore formation recovers permeability. The key property is controllable air passage through inter‑tape voids or engineered pores, coupled with sufficient mechanical performance and seam integrity. Another property—compatibility with food‑contact regulations—allows Breathable PP Woven Bags to operate across fresh produce and ingredient logistics when validated against the appropriate standards. The design trick is keeping these properties in balance through the entire system, from polymer to pallet.
Methods: How to Specify, Measure, and Pilot Breathable PP Woven Bags
Specification begins with a measurable airflow target. Choose one method—ISO 9237 or ASTM D737—lock the pressure differential (e.g., 200 Pa) and the test head (e.g., 20 cm²), and define a target L/m²/s for each SKU. Record airflow pre‑ and post‑lamination/printing. Lock fabric variables (GSM, pick counts, tape width), structure (uncoated vs. laminated), and vent geometry (pore diameter and pitch; vent window count and width). Define seam type and SPI, and include anti‑sift treatments. Attach regulatory anchors: 21 CFR 177.1520, GB 4806.7‑2016/2023, GB 4806.14‑2023, GB/T 8946‑2013, ISO 7965/ASTM D5276, ISO 21898:2024 for FIBC, and site systems such as BRCGS Issue 7 or FSSC 22000 (V6). Pilot across climate legs (cold→warm; dry→humid); measure visible moisture hours and claim rates; adjust pore maps or wrap practices accordingly. This method transforms Breathable PP Woven Bags from “breathable” as a word to “breathable” as a number with a control plan.
Results: What Predictable Airflow Delivers in the Field
Predictable airflow delivers predictable outcomes. In fresh produce, fewer damp spots and lower mold rates translate into better shelf texture and smoother receiver audits. In retail, fewer condensation blooms preserve graphics and reduce repack labor. In industrial lanes, moderate ventilation limits odor and caking, keeping bags and pallets cleaner and safer to handle. Claim rates fall; acceptance rises; and the conversation with buyers shifts from firefighting to growth planning. For Breathable PP Woven Bags, the result is measurable: incoming QA airflow at ΔP; dockside moisture logs; stable graphics over vent zones; and pallets that arrive as designed.
Discussion: Connecting Airflow Engineering to Brand Strategy
Breathability is not a checkbox; it is a differentiator. Brands that treat airflow as a measured promise—stated on datasheets, audited in QA, protected at the pallet—convert packaging from a commodity to a performance platform. That platform ties into sustainability (mono‑material compatibility and reduced waste from moisture damage), compliance (traceable materials and certified sites), and marketing (high‑impact print without penalties at the dock). The practical takeaway is threefold. First, make the invisible visible: choose the method, set ΔP, and record the number. Second, choreograph the stack: wrap, caps, and vent alignment. Third, create learning loops: pilots across seasons, CAPA with suppliers, iterative vent maps. Done consistently, Breathable PP Woven Bags stop being “bags” and start being part of an integrated quality system.
References
ISO. “ISO 9237: Textiles — Determination of the permeability of fabrics to air.” https://www.iso.org/standard/79496.html
ASTM International. “ASTM D737: Standard Test Method for Air Permeability of Textile Fabrics.” https://www.astm.org/d0737-18.html
U.S. FDA. “21 CFR 177.1520 — Olefin polymers.” https://www.ecfr.gov/current/title-21/section-177.1520
Standardization Administration of China. “GB/T 8946‑2013 Plastic woven sacks.” https://openstd.samr.gov.cn/
National Health Commission of the PRC. “GB 4806.7‑2016/2023 Food contact materials — Plastics.” http://www.nhc.gov.cn/
National Health Commission of the PRC. “GB 4806.14‑2023 Food contact inks.” http://www.nhc.gov.cn/
ISO. “ISO 21898:2024 Packaging — Flexible intermediate bulk containers (FIBCs) for non‑dangerous goods.” https://www.iso.org/standard/86425.html
BRCGS. “Packaging Materials — Issue 7.” https://www.brcgs.com/our-standards/packaging-materials/
FSSC. “FSSC 22000 Version 6.” https://www.fssc.com/schemes/fssc-22000/
FAO. “Preventing Post‑Harvest Losses: Handling and Storage Guidance.” https://www.fao.org/food-loss-reduction/