As a leading BOPP Bags Manufacturer, VidePak stands at the forefront of innovation, quality, and precision in the production of BOPP Laminated Woven Bags. These bags are known for their durability, versatility, and the ability to showcase high-quality prints, making them a popular choice across various industries. In this article, we explore the meticulous process of producing these bags, highlighting the comprehensive testing and quality assurance measures that ensure each bag meets the highest standards.
Localizing BOPP Woven Bags
Professional BOPP bag manufacturing with localized production and strict quality control standards.
Check More →BOPP Laminated PP Woven Bags
Premium BOPP woven bags manufactured with precision craftsmanship and high-quality materials.
Check More →BOPP Laminated Woven Bags Solutions
Complete manufacturing solutions for BOPP bags with attention to every detail and precision.
Check More →BOPP Woven Bags with Windows
Expertly manufactured BOPP laminated bags featuring precise design and superior quality control.
Check More →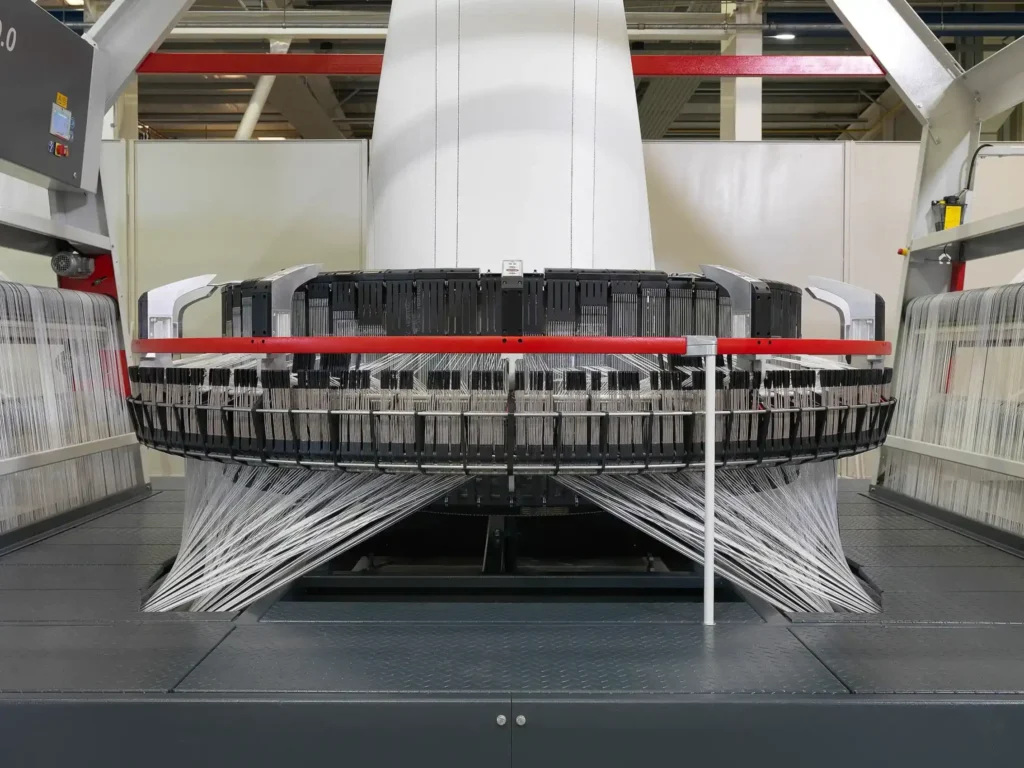
BOPP Bags Manufacturer — Quality and Precision in Every Detail
What is BOPP Bags?
BOPP Bags are composite polypropylene (PP) sacks that pair a load‑bearing woven PP fabric with a reverse‑printed biaxially oriented polypropylene (BOPP) film. In day‑to‑day sourcing, they may also be listed as BOPP‑laminated woven bags, printed PP woven sacks, BOPP film PP woven bags, or—when a valve sleeve is integrated—BOPP woven valve bags. Yet the technology story is larger than a label. For a BOPP Bags Manufacturer, the working brief is a triad: the fabric must carry the weight, the BOPP face must carry the brand, and the bag geometry must carry the pallet. Mechanicals, visuals, logistics—three roles, one outcome.
Seen through systems thinking, BOPP Bags behave like engineered interfaces rather than passive containers. They sit at the junction where polymer science (tape draw ratio, denier, UV stabilization) meets converting geometry (pick count, gusset depth, block‑bottom architecture) and operations (packer type, pallet pattern, climate exposure). Horizontally, they compete with multi‑wall paper sacks (appealing tonality, moisture sensitivity) and mono‑film FFS bags (clean heat‑seals, scuff‑prone faces). Vertically, a small tweak propagates fast: resin grade → tape tenacity → fabric GSM/mesh → lamination/tie weight → surface energy and print route → closure/vent strategy → validation plan. Touch any node and you shift spout dust at the filler, drop survival on the truck, barcode legibility at retail, and even the wrap revolutions per pallet. For quick taxonomy and sourcing context, see BOPP Bags Manufacturer.
What is the features of BOPP Bags?
System view. Performance appears when materials × structure × operations reinforce one another and when policy, safety, and branding pull in the same direction. Each feature below follows a consistent method—background → data reinforcement → case analysis → comparative study—so the narrative reads like engineering notes rather than slogans.
- Print Fidelity that Persuades, Surfaces that Endure
Background. Reverse‑printed BOPP traps ink behind the film, resisting rub from cages and clamp trucks and protecting GS1 codes through last‑mile handling. A BOPP Bags Manufacturer treats print as a functional layer: it must sell at a glance, instruct in a second, and still scan at the dock.
Data reinforcement. Typical BOPP film 15–35 μm; treated surface energy ≥38 dyn/cm for robust anchorage; decks 1–8 colors (gravure/HD flexo). Rub/scuff tests follow TAPPI paradigms; barcode grades track to GS1 guidance; lamination bonds verified by 180° peel in‑house and by retained‑sample audits.
Case analysis. A fertilizer range migrated from direct‑print fabric to laminated BOPP Bags with a matte claims panel and gloss hero image. Store audits showed longer eye‑tracking dwell and a double‑digit drop in “print rub‑off” tickets across mixed routes.
Comparative study. Multi‑wall paper prints warmly yet softens on damp pallets; monolayer films resist moisture but haze and scuff. Laminated faces deliver photo‑real graphics while the woven substrate resists edge abrasion.
- Strength‑to‑Weight Advantage & Corner Toughness
Background. Drawn PP tapes interlaced into 10×10–14×14 meshes give high tear‑propagation resistance at modest grammage. Square‑fold or block‑bottom designs create brick‑stable stacks—safety you can see.
Data reinforcement. Common fabric ranges 60–120 g/m²; lamination/tie 15–35 g/m². Finished sacks in the 10–50 kg band are routinely validated by free‑fall drops in the ≤50 kg class to ASTM D5276‑19. Anti‑slip lacquers or micro‑emboss textures raise face friction, cutting stretch‑wrap usage.
Case analysis. A pigments shipper raised fabric from 80 → 90 g/m² and added 25 μm BOPP. Corner puncture incidents in steel‑mesh cages fell without any change to pallet patterns or route equipment.
Comparative study. Paper tears when humid; thin PE films stretch and scuff. The composite of woven PP + BOPP balances stiffness, abrasion resistance, and drop survival.
- Moisture & Sift Control Without Over‑Engineering
Background. Hygroscopic powders cake long before they tear, while fines find every stitch and interstice. The goal: close capillary paths but keep line speed with controlled venting.
Data reinforcement. Extrusion coats 15–30 g/m² (PP/PE) materially reduce air permeability (base fabrics referenced to ASTM D737). Optional liners LDPE 50–120 μm—EVOH if odor or O₂ matters. Seal strength at coated mouths/liners is checked to ASTM F88/F88M with common acceptance windows ≥7–15 N/15 mm (resin dependent). Barrier coupons validated via ASTM F1249 (WVTR) and ASTM D3985 (OTR).
Case analysis. A tile‑adhesive line added an internal ≈20 g/m² coat and localized 50–80 holes/100 cm² micro‑perfs at the valve panel. Wet‑season returns receded, throughput ticked up, and housekeeping hours dropped—small changes, big dividends.
Comparative study. Paper breathes but absorbs; film FFS resists rain yet slumps on the pallet. Laminated BOPP Bags keep moisture out, fines in, and faces square.
- Valve‑Led Throughput (Where Specified)
Background. A pasted‑in or welded valve sleeve (PP, PE, or PE‑coated paper) engages rotary/air packers; as the product settles, the valve throat collapses and self‑retains—no sewing step, fewer operators.
Data reinforcement. Typical valve inside diameters 80–120 mm for 25–50 kg SKUs; localized 50–80 holes/100 cm² micro‑perfs accelerate venting without dust plumes. Finished packs are drop‑tested to ASTM D5276‑19.
Case analysis. After tuning valve ID and sleeve stiffness, a cement line recorded 5–12% faster cycles with lower spout dust counts captured by handheld monitors.
Comparative study. Open‑mouth formats leak more during fill and require sewing; valve builds consolidate closure into the filling step.
- Compliance that Turns Specs into Trust
Background. Certifications convert promises into approvals. A disciplined BOPP Bags Manufacturer aligns with GB/T 8946‑2013 (plastic woven sacks), uses ISO 6591‑1 for sack measurement vocabulary, validates drops to ASTM D5276‑19, checks heat‑seal strength to ASTM F88/F88M, and—when films/liners matter—verifies barrier via ASTM F1249/D3985. For food‑adjacent builds, materials are selected to 21 CFR 177.1520 (olefin polymers), 21 CFR 175.105 (adhesives) and EU 10/2011 (plastics for food contact). Quality and hygiene programs under ISO 9001:2015 and BRCGS Packaging Materials keep change control and traceability live.
Data reinforcement. Batch COAs log GSM, dimensions, lamination weight, bond/seal pulls, drop outcomes, and barcode grades; third‑party summaries (SGS/Intertek) speed customer audits.
Case analysis. A sugar packer adopted mono‑PP builds with compliant inks/adhesives and form‑fit liners. Audit non‑conformances declined, while barcode scans held A/B grades on damp pallets.
Comparative study. Spec‑by‑brochure looks cheap—until penalties arrive. Audited builds prevent surprises and accelerate approvals.
- Sustainability Pathways that Scale
Background. EPR and climate metrics reward waste avoidance and mono‑polyolefin design. Right‑weighting, rPP in non‑food outers, and clear disposal guidance boost both narrative and numbers.
Data reinforcement. Non‑food exteriors often target 20–40% rPP; UV packages cover 200–800 h outdoor exposure windows. Reverse printing under BOPP limits label waste; anti‑slip faces trim stretch‑wrap.
Case analysis. A municipal backhaul program baled mono‑PP sacks after use; resin recovery rose while wrap consumption fell once anti‑slip lacquer improved pallet friction.
Comparative study. Corrugated shippers add reverse‑logistics volume; low‑gauge film liners save resin but drive damage. Durable laminated sacks reduce total waste across the route.
What is the production process of BOPP Bags?
From pellets to pallets, small settings write big outcomes—change a gram of tie resin, change a claims curve. A high‑performing BOPP Bags Manufacturer treats each station as a control knob.
- Tape Extrusion & Drawing. PP pellets → cast film → slit → draw into high‑tenacity tapes. Draw ratio sets tensile/elongation; denier sets modulus and seam behavior. UV masterbatch is tuned to yard‑storage windows.
- Weaving (Circular or Flat Looms). Warp and weft tapes interlace into fabric (typ. 60–120 g/m², mesh 10×10–14×14). Pick count and loom tension lock width tolerance and lay‑flat quality, the foundation for register‑true printing and square bases.
- BOPP Printing (Reverse). BOPP 15–35 μm is corona‑treated (≥38 dyn/cm) and reverse‑printed (gravure/HD flexo). Matte/gloss windows, microtext, and clear panels are registered here; proofs include GS1 barcode checks and rub targets.
- Extrusion Lamination. Polyolefin tie 15–35 g/m² bonds printed BOPP to the woven fabric. Over‑coating stiffens folds; under‑coating leaves capillary paths—caught in QA by peel and barrier coupon screens.
- Conversion & Bottoming. The composite web is tubed, side‑gusseted, and formed: fold‑over sewn, pasted‑bottom, or block‑bottom. Diamond/rectangular patches distribute corner stresses for drop survival.
- Valve Sleeve Insertion (If Specified). Paper/PE, PP, or PE‑coated paper sleeves are pasted/welded; valve ID and sleeve stiffness are matched to bulk density and packer nozzle geometry.
- Perforation & Finishing. Local micro‑perfs (≈50–80 holes/100 cm²) near the fill/valve panel vent trapped air. Anti‑slip lacquers or micro‑emboss textures lift pallet friction coefficients.
- Testing & Release. Dimensions use ISO 6591‑1 vocabulary; free‑fall drops to ASTM D5276‑19 (≤50 kg); seal‑peel to ASTM F88/F88M where heat‑seals exist; film coupons validated to ASTM F1249/D3985 where barrier is claimed. COAs record GSM, dimensions, coat weight, bond/seal strength, barcode grades, and AQL visuals.
What is the application of BOPP Bags? (Industrial & Building Materials)
Cement & Dry Mortar (25–50 kg). Valve builds with targeted micro‑perfs curb spout dust and form brick‑stable pallets. A common 50 kg reference: ≈37 × 49 × 11 cm, fabric 80–100 g/m², tie 20–30 g/m², BOPP 20–30 μm, mesh 10×10–12×12. Data reinforcement: multi‑drop sequences to ASTM D5276‑19 plus humidity dwells simulate yard exposure. Case analysis: extending a bottom patch cut corner breaks across mixed road routes. Comparative study: open‑mouths require sewing; FFS sacks slump; valve blocks stay square.
Gypsum, Lime, Pigments, Minerals. Abrasive or angular particles reward laminated skins and sealed seams; optional liners capture fines. Hazard pictograms remain legible under reverse‑printed film.
Adhesives & Specialty Binders. Stiffer panels maintain container cube; tuned valve IDs prevent over‑pressurization at the packer without additional vent hardware.
What is the application of BOPP Bags? (Food‑Adjacent & Consumer Goods)
Sugar, Salt, Starches (where permitted). With materials selected to 21 CFR 177.1520 / EU 10/2011 and inks/adhesives aligned to 21 CFR 175.105 and EuPIA guidance, bags heat‑seal cleanly (liner or coated mouth) and palletize into tidy cubes. Batch‑wise DoCs keep audits predictable.
Rice, Pulses, Seeds. Reverse‑printed BOPP enables vibrant branding and optional clear windows; moisture‑managed interiors protect quality in long‑distance freight. Serialization beneath film supports anti‑counterfeit programs across dealer networks.
Pet Nutrition & Garden Inputs. Aroma‑sensitive blends gain from laminated barriers; matte/gloss effects drive shelf recognition in DIY and agri channels. Anti‑slip varnish reduces stretch‑wrap consumption.
Integrated Solution (System Thinking Synthesis)
Objective: raise line speed, cut dust and damage, protect brand presence, and pass audits—without inflating total cost of ownership. Treat the platform as a closed loop owned by a measurement‑driven BOPP Bags Manufacturer:
- Diagnose. Map SKUs to failure modes—sifting index, humidity softening, corner puncture, barcode rub‑off, pallet lean. Instrument fillers (dust counters, cycle‑time histograms) and warehouses (humidity/temperature loggers).
- Design. Choose fabric GSM/mesh; set tie 15–35 g/m²; define BOPP 15–35 μm; select valve ID/sleeve material if used; place micro‑perfs 50–80 holes/100 cm²; pick finish (matte/gloss, anti‑slip). Anchor vocabulary to ISO 6591‑1; align conformance with GB/T 8946‑2013, ASTM D5276‑19, ASTM F88/F88M, and—if food‑adjacent—21 CFR 177.1520 / EU 10/2011.
- Validate. Run drop tests at agreed heights; confirm seal peels; verify WVTR/OTR on film coupons; audit barcode grades and rub resistance; capture third‑party summaries (SGS/Intertek) to harden the file.
- Deploy. Lock packer recipes by family; train operators on valve seating and seam/patch inspection; add inline vision for register and valve insertion; standardize pallets and corner protection.
- Improve. Quarterly reviews: right‑weight GSM where margins allow; adjust perf density; update recycling/handling guidance; maintain supplier lot traceability under ISO 9001/BRCGS.
Key Specifications & Options (Typical Ranges)
| Attribute | Typical Options / Range | Why it Matters |
|---|---|---|
| Style | Open‑mouth or valve BOPP Bags; fold‑over sewn, pasted, or block‑bottom | Controls leak paths, closure speed, stack geometry |
| Nominal capacity | 10–50 kg (density‑dependent) | Aligns with building materials, minerals, foods |
| Dimensions | W 350–600 mm × L 400–910 mm × B 80–180 mm | Fits mainstream converting lines & pallets |
| Fabric | Woven PP 60–120 g/m²; mesh 10×10–14×14 | Governs tear resistance & panel stiffness |
| BOPP film | 15–35 μm; reverse‑printed; surface energy ≥38 dyn/cm | Print fidelity & rub resistance |
| Lamination/tie | Polyolefin 15–35 g/m² | Bond integrity & fold memory |
| Valve sleeve | PP, PE, or PE‑coated paper; tuned ID 80–120 mm (if specified) | Faster fill, dust control, self‑closure |
| Perforation | Localized 50–80 holes/100 cm² near valve/fill panel | Air release without dust escape |
| Liner (optional) | LDPE 50–120 μm; EVOH barrier where required | Moisture/odor/oxygen control |
| Printing | Gravure/HD flexo 1–8 colors; matte/gloss effects; optional clear windows | Shelf impact; barcode integrity |
| Compliance anchors | GB/T 8946‑2013, ISO 6591‑1, ASTM D5276‑19, ASTM F88/F88M, ASTM F1249/D3985 (films), ISO 9001/BRCGS | Audit‑ready specs & governance |
Note: Parameter ranges reflect widely published listings on Made‑in‑China/Alibaba and peer converter catalogs. Always tune to product density, climate, dwell time, and filler type. Validate—don’t assume.
Copy Blocks You Can Reuse (Brand Voice Ready)
- Value line. Sharper print, faster fills, tougher pallets—BOPP Bags turn every load into a retail‑ready, audit‑ready asset.
- Proof point. Reverse‑printed BOPP laminated to woven PP, validated by ASTM D5276‑19 drops and ASTM F88/F88M seal pulls, keeps product in, dust down, and messaging bright.
- Sustainability note. Right‑weight fabrics, specify mono‑PP where feasible, introduce rPP in non‑food outers, and publish clear end‑of‑life guidance so BOPP Bags perform in use and after use.
The Importance of BOPP Laminated Woven Bags
BOPP Laminated Woven Bags are crafted by laminating a layer of BOPP (Biaxially Oriented Polypropylene) film onto a woven polypropylene fabric. This combination offers several advantages:
- Durability: The woven fabric provides excellent strength and resistance to tearing, while the BOPP film adds protection against moisture and external contaminants.
- Print Quality: BOPP film allows for high-resolution graphics, making these bags ideal for branding and product visibility.
- Versatility: These bags are used in various industries, from agriculture to retail, owing to their ability to protect contents while displaying attractive designs.
Comprehensive Testing for Quality Assurance
At VidePak, our commitment to quality is unmatched. As a BOPP Woven Bags Supplier, we understand that each bag must meet stringent criteria to ensure it performs effectively under various conditions. This is why we implement a thorough and comprehensive testing process throughout our production line.
1. Thickness Tolerance and Weight Measurement
Thickness tolerance is crucial for maintaining the consistency and durability of multi-wall woven bags. We measure the thickness of both the BOPP film and the woven fabric to ensure they fall within the specified range. This is essential for ensuring the bag’s structural integrity and its ability to withstand the rigors of handling and transportation.
Weight measurement or grammage testing is another critical aspect. We check the weight of the fabric and film to ensure the right amount of material is used. This not only guarantees the bag’s strength but also ensures cost-effectiveness and material efficiency.
2. Cutting Precision and Edge Quality
The cutting process is vital in determining the final shape and usability of the bag. We employ high-precision cutting machines that ensure each bag is cut to the exact dimensions required. Post-cutting, we conduct an inspection to check for edge quality:
- Smooth Edges: We ensure that the edges of the bags are smooth and free from any rough spots or burrs that could affect the bag’s performance or pose a hazard.
- Consistent Cut: The cuts must be uniform across the entire batch to maintain consistency in bag size and shape, which is crucial for automated filling processes.
3. Color and Print Accuracy
Given the high-resolution graphics possible with BOPP film, color accuracy is paramount. We conduct thorough color difference (or colorimetric) tests to ensure that the printed graphics match the desired specifications. This involves:
- Visual Inspections: Trained inspectors compare printed samples to color standards under controlled lighting conditions.
- Spectrophotometer Testing: We use advanced instruments to measure the exact color values, ensuring consistency across different production batches.
4. Tensile Strength and Elongation Testing
Tensile strength and elongation tests are conducted to determine the durability and flexibility of both the raw polypropylene fibers and the finished bags. These tests help us ensure that the bags can handle significant loads without tearing or stretching excessively. The tests involve:
- Measuring Fiber Strength: We test the tensile strength of the polypropylene fibers before they are woven into fabric to ensure they meet our standards.
- Finished Bag Testing: We also test the strength of the completed bags to ensure they can withstand the stress of filling, handling, and transportation.
5. Impact and Aging Resistance
To ensure our BOPP Laminated Woven Bags stand the test of time, we conduct rigorous impact resistance and aging tests:
- Impact Resistance: This test simulates the conditions the bags might face during handling and transportation. The bags are subjected to controlled impacts to ensure they do not crack or split under pressure.
- Aging Tests: We expose the bags to accelerated aging conditions, such as increased temperature, humidity, and UV exposure. This helps us assess how well the bags retain their strength and appearance over time.
6. UV and Environmental Testing
Given that many of our bags are used in outdoor environments, UV resistance is a key factor. We conduct UV tests to ensure that the bags can withstand prolonged exposure to sunlight without degrading. Additionally, we perform environmental testing to verify the bags’ performance under various climatic conditions, ensuring they are suitable for use in different regions around the world.
VidePak’s Edge in the Industry
With over 20 years of experience, VidePak has developed a reputation as a trusted BOPP Bags Manufacturer. Our success is built on several key factors:
- Advanced Machinery: All our equipment is sourced from Starlinger, the global leader in machinery for woven bag production. This ensures that every bag we produce is of the highest quality.
- Stringent Testing Standards: Our comprehensive testing processes exceed industry standards, ensuring that our bags are reliable, durable, and safe for a wide range of applications.
- Sustainable Practices: We are committed to environmental responsibility. Our production processes are designed to minimize waste, and we continuously seek ways to reduce our environmental footprint, including the use of recyclable and eco-friendly materials.
Meeting Diverse Industry Needs
VidePak’s BOPP Laminated Woven Bags are used in a variety of industries, from agriculture and construction to retail and waste management. Our ability to customize these bags to meet the specific needs of each industry is a testament to our expertise and commitment to quality. Whether you need bags that can withstand the rigors of heavy-duty use or ones that offer high visibility for branding, VidePak delivers solutions that meet your requirements.
Commitment to Continuous Improvement
At VidePak, we believe in the continuous improvement of our products and processes. We invest in research and development to explore new materials, technologies, and methods that can enhance the quality and performance of our Laminated Woven Bags. Our goal is not only to meet current market demands but to anticipate future needs and set new standards in the industry.
As a BOPP Woven Bags Supplier committed to excellence, we take pride in the products we deliver and the partnerships we build with our clients. Through innovation, rigorous quality control, and a deep understanding of industry needs, VidePak continues to lead the way in the production of BOPP Laminated Woven Bags.