
What are Transparent Woven Bags?
Transparent Woven Bags are industrial sacks built on a woven polypropylene (PP) fabric backbone and finished with clear surface layers—either a transparent extrusion coating or a clear biaxially oriented polypropylene (BOPP) lamination. The defining property is visual access: users can see pellets, crumbles, or mash through the face without breaching the package. That single capability reshapes operations—faster receiving, fewer disputes, quicker quality checks—while preserving the mechanical strength that is typical of woven PP.
In feed corridors, the value of transparency is practical rather than gimmicky. It lets a buyer confirm pellet size, scan for color drift in vitamin/mineral premixes, spot excessive fines, and detect foreign objects. At the same time, the woven spine delivers tensile and tear strength per gram that monolithic films struggle to match at comparable mass. Strength meets sight; containment meets confirmation.
Also known as
- Transparent PP Woven Bags
- Clear Polypropylene Woven Sacks
- See-Through Woven Feed Bags
- BOPP Transparent Woven Bags
- Clear Laminated Woven Sacks
- Transparent Valve Woven Bags
- Clear Open-Mouth Woven Bags
- Clear Mesh-Look Woven Bags
Why they matter
- Make QA visual and fast.
- Reduce mispicks and returns.
- Blend clarity with high drop strength.
- Support traceability and brand trust.
The Materials of Transparent Woven Bags
A Transparent Woven Bag is a layered system. Each layer must earn its place by improving a measurable KPI—drop survival, clarity (haze/transmittance), moisture control (MVTR), or runnability. Overbuild and you waste resin; underbuild and you waste product. Good specs thread the needle with the thinnest credible clear layer and the lightest credible fabric that still meet performance targets.
System insight: transparency is not only optics; it is a balance between optics, mechanics, and moisture behavior. The fabric carries the load, the surface carries the optics, and the mouth/liner carries the pace of your filler.
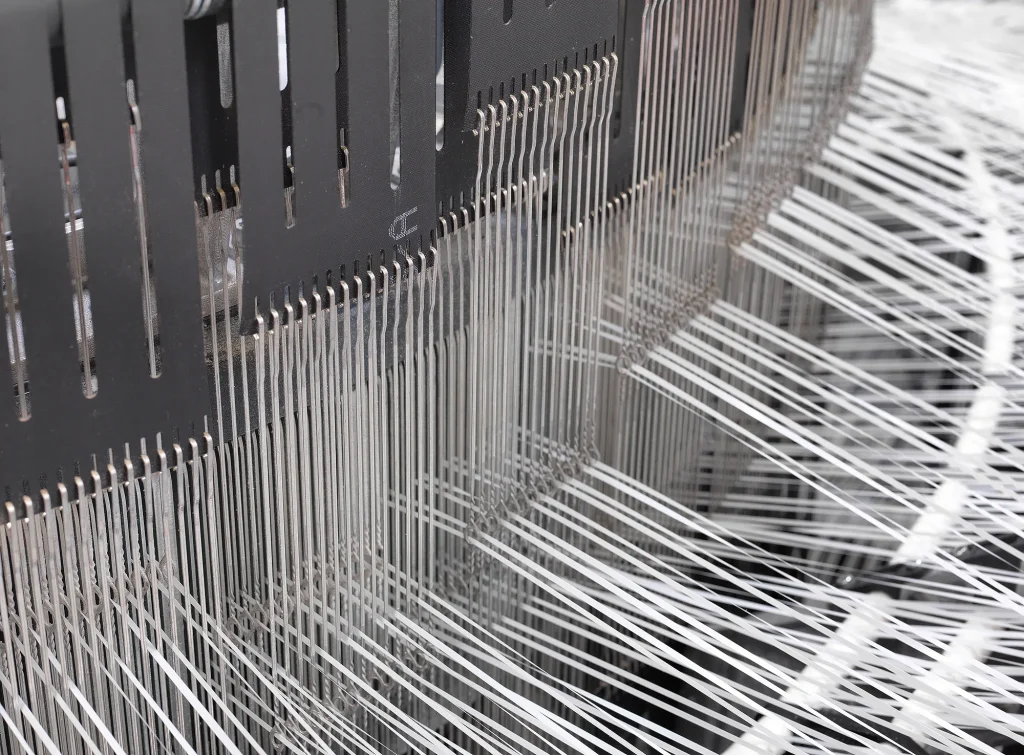
1) Woven polypropylene fabric (structural spine)
- Polymer: PP homopolymer dominates for tensile per gram; impact-copolymer PP blends fortify cold-weather handling. Vetted rPP can be introduced under controlled recipes when circularity targets apply.
- Tape making: Extrude → slit → draw 4–7×. Draw ratio aligns chains, lifting tensile and tear strength. Stable heat profiles minimize fibrillation and needle heat damage at sewing.
- Weave: Circular looms (tubular) or flat looms (panels for block-bottom). Ends × picks per centimeter governs porosity, tear path, and the apparent smoothness under clear coats.
- Basis weight: 60–120 g/m² for 10–50 kg feed programs; heavier constructions for tall stacks, marine routes, or abrasive mineral premixes.
2) Clear surface options (clarity, bond, barrier)
- Clear extrusion coating: a 15–30 g/m² polyolefin coat that seals interstices, moderates MVTR, and presents a relatively smooth clear face. Keeps crease memory friendly to magazine feeds.
- Clear BOPP lamination: an 18–25 µm film laminated over the fabric for high clarity and scuff resistance. Reverse-print graphics, preserve unprinted “view windows.”
- PET/specialty films: selected when temperature or chemical splash resistance is needed, e.g., oily aquafeed corridors.
- Antifog coatings: specified for condensation-prone depots to prevent morning haze and keep the “see-through” promise.
3) Additives that matter more than they look
- UV stabilization: HALS/UV absorbers preserve tape integrity during outdoor dwell. Dose to actual latitude and dwell; guessing low is false economy.
- Antistatic agents: reduce dust cling on clear faces; stabilize weighers under dry, windy conditions.
- Slip/anti-block: tune coefficient of friction for reliable magazine feeds and pallet stability without smearing.
- Color masterbatch: even transparent bags often use subtle tints (cool-clear, warm-clear) for UV balance or SKU branding. Maintain barcode contrast windows.
4) Mouth systems and liners
- Valve sleeves: internal, external, tuck-in, or heat-seal designs in PP/PE films or PE-coated paper. Stiffness/friction is tuned to filler type (impeller, screw, air) and feed bulk density.
- Open-mouth finishes: sewn (poly thread), hot-air welded, or adhesive sealed per dust and hygiene targets.
- Liners: LDPE/LLDPE (20–120 µm) loose or form-fit for moisture-sensitive feeds; selected coextrusions for odor/oxygen control in specialty programs.
| Layer | Typical options | Primary function | Trade-offs |
|---|---|---|---|
| Woven PP fabric | 60–120 g/m²; UV-stabilized; optional tint | Tensile/tear strength; drop survival | Higher gsm = strength but more mass and cost |
| Clear coat | PP/PE 15–30 g/m² | Seal interstices; moderate MVTR; keep compliance | Lower barrier than lamination; less scuff resistance |
| Clear BOPP | 18–25 µm; reverse-printed | High clarity; wipe-clean; scuff resistance | Slightly stiffer web; requires vent logic at fill |
| Liner | LDPE/LLDPE 20–120 µm; form-fit for premium | Moisture/odor control; hygiene | Adds steps; must validate discharge behavior |
| Cost drivers: fabric gsm, coating/lamination gauge, and number of conversion passes. Choose the thinnest credible clear layer and the lightest credible fabric that still pass the drop and clarity matrix. | |||
What are the Features of Transparent Woven Bags?
Features count only if they change site outcomes—cleaner fills, faster scans, fewer claims, steadier pallets. In livestock feed corridors, competent Transparent Woven Bags share the following behaviors.
See-what-you-ship assurance
Buyers verify pellet size and color instantly; mill QA catches anomalies before palletizing; distributors confirm SKUs without cutting a bag. Visibility lowers mispicks and dispute cycles.
High strength-to-mass backbone
Oriented PP tapes deliver serious tensile and tear per gram. Clarity does not mean fragility when the spine is woven.
Moisture tuning without boardiness
Clear coats seal interstices yet remain compliant for magazine feeds; laminates add barrier and wipe-clean faces when the corridor demands it.
Information survivability
Reverse-print under BOPP shields graphics; matte windows protect barcodes from glare. Scan grade holds after wrap abrasion—fewer dock delays, fewer rough re-handles.
Hygiene and wipe-clean surfaces
Feed mills and farm stores benefit from surfaces that wipe clean without smears, keeping aisles presentable and labels legible.
Traceability with the naked eye
Insect presence, foreign objects, segregated fines—clarity helps frontline teams guard what matters before it travels.
What saves more carbon—thicker film or fewer returns? Often, the visible win is the greener win: transparency prevents waste by catching problems early.
What is the Production Process of Transparent Woven Bags?
You do not inspect quality into a bag; you build it upstream by compressing variation. VidePak uses Austrian Starlinger platforms (extrusion, tape drawing, weaving, coating/lamination) and German W&H (Windmöller & Hölscher) platforms (web handling, printing, converting) to stabilize the path from resin to pallet. Capability becomes quality when every gate is disciplined.
Gate A — Front-end raw material selection and tests
- Polymer lots: MFI, moisture, ash, contamination profile; dry to spec before tape drawing to prevent gels and breaks.
- Clear films/coats: gauge uniformity, dyne, haze, transmittance; peel strength for laminations.
- Additives: UV dose vs yard dwell; antistatic efficacy under target humidity; slip/anti-block for magazines.
- Ink/adhesive systems: compliance as needed; rub/heat resistance for dock conditions.
- Valve/liner components: sleeve stiffness and friction matched to filler and bulk density; liner gauge and seal recipe validated.
Gate B — Mid-stream conversion sequence
- Tape extrusion & orientation: control width/thickness, draw ratio, fibrillation, and break ratio with SPC.
- Weaving: circular or flat looms; ends × picks per cm² sets porosity and tear path; broken-end detectors raise uptime.
- Surface engineering: clear coats for modest barrier and compliance; clear BOPP for high clarity and scuff resistance. Measure coat weight, pinholes, dyne, haze, peel strength.
- Printing: reverse-print under BOPP; preserve unprinted view windows. Control registration, dot gain, ΔE; verify barcode grade on production stock.
- Cutting & paneling: hot-knife edges; length control stabilizes bottom formation.
- Bottom formation: block-bottom or pinch-bottom; tune glue pattern, platen temperature, and pressure.
- Valve insertion: internal/external/tuck-in/heat-seal; sleeve length and overlap define self-seal behavior; micro-perfs near the mouth for de-aeration.
- Sewing/closing: match SPI and needle to fabric gsm and additive package; if welding, validate energy/dwell/pressure.
- Liner insertion (if any): loose or form-fit; confirm gauge and seal strength.
Gate C — Back-end QA and release
- Mechanical: MD/CD tensile, seam/valve pull, burst, and drop matrices by fill mass and height; topple tests.
- Functional: de-aeration time; MVTR; optical metrics (haze/transmittance); barcode grade; scuff/rub for laminated faces.
- Visual & dimensional: width/length/gusset tolerances; registration; ΔE discipline; label integrity.
- Traceability: lot coding resin → tape → fabric roll → conversion lot → inspector signature; audit-ready records aligned with ISO/ASTM/EN/JIS methods.
Why name the machines? Because capability is measurable. Starlinger’s basis-weight and web-path control reduces weak points; W&H registration keeps codes crisp. Upstream stability becomes downstream predictability—fewer NCRs, calmer nights.
What is the Application of Transparent Woven Bags?
Livestock feed is many markets in parallel—pellets, crumbles, mash, and specialty supplements crossing mills, aggregators, dealers, co-ops, and farms. Transparent Woven Bags create value wherever visibility improves speed, safety, or trust.
| Feed corridor | Why transparency helps | Suggested face |
|---|---|---|
| Poultry pellets & crumbles | Visual check of pellet size, crumble ratio, and fines before palletizing or purchase. | Clear BOPP with reserved view windows; micro-perfs at the mouth. |
| Ruminant & swine grower diets | Quick read on pellet hardness and integrity; easier dispute resolution. | Clear coat for flexible magazines or clear BOPP for wipe-clean faces. |
| Aquafeed & oily pellets | Detect clumping; clean faces resist oil smears; antifog preserves clarity. | Clear BOPP with antifog; liner for moisture/odor control. |
| Mineral premixes & supplements | Color shifts signal blending or stability issues; view windows allow quick QC. | Clear coat + form-fit liner; optional UV-tint for photosensitive mixes. |
| Transparency accelerates the right kinds of decisions—accept, rework, or reroute—before the truck leaves the dock. | ||
Further reading: explore the core engineering features of polypropylene woven fabric to understand how the spine of a clear bag bears the real work.
How VidePak Controls and Guarantees the Quality
Quality is an architecture, not a slogan. VidePak implements a four-layer, closed-loop program to keep Transparent Woven Bags steady across seasons, shifts, and routes.
- Standards-aligned production & testing: specifications and methods reference mainstream standards (ISO/ASTM/EN/JIS) for tensile/tear, drop/burst/topple, MVTR, optical clarity, and barcode grading.
- Virgin raw materials from major suppliers (with vetted rPP options): tight MFI and cleanliness improve tape strength and seam performance; controlled rPP streams can be introduced with validated recipes.
- Equipment pedigree—Starlinger & W&H across the line: steady basis weight, stable web paths, crisp registration, and controlled lamination weight compress process scatter.
- Closed-loop inspection: incoming COAs → in-process gsm/peel/ΔE/haze/seam/valve checks → final AQL sampling with functional tests (drop, burst, de-aeration, MVTR, barcode grade). Non-conformances trigger RCCA with containment and verified effectiveness.
| Risk | Early warning KPI | Test/inspection | Mitigation lever |
|---|---|---|---|
| Dust leak at mouth | Dust index near filler | Sleeve friction window; micro-perf density | Adjust sleeve material; local patch; re-map perfs |
| Corner bursts | Drop matrix fails | Drop tests by mass/height; corner tear-down | Raise gsm; retune glue pattern; corner reinforcement |
| Delamination | Face wrinkles; peel evidence | Peel strength; dyne audit; haze drift | Raise coat; adjust adhesive; clean web; stabilize corona |
| Barcode mis-reads | Scan retries in DC | ANSI/ISO grade; ΔE & contrast audit | Matte windows; color discipline; relocate codes |
| Prevention beats heroics. A clean spec with disciplined tests is cheaper than a late-night truck turnback. | |||
System Thinking: When to Choose Transparent vs Opaque
Is transparency always better? Not necessarily. Begin with the failure you want to prevent: misidentification, hidden contamination, moisture pickup, or photo-degradation. Then choose the architecture accordingly. Decompose the challenge—mechanics, moisture, optics, throughput, identification, sustainability—and recompose into a validated spec measured on the real line.
If mispicks dominate
Transparent windows reduce visual ambiguity and speed checks. Pair with matte code panes to keep barcode grade high.
If vitamins hate light
Use UV-blocking masterbatch, strategic tinting, or secondary packaging. Transparency can coexist with photoprotection.
If moisture ruins flow
Favor clear laminates with liners and disciplined MVTR targets over bare clarity.
If pallets collapse
Prioritize fabric gsm, bottom geometry, and anti-slip—seeing the feed will not save a weak stack.
Engineering Tables and Checklists
A) Typical specification window
| Attribute | Typical options / range | Why it matters |
|---|---|---|
| Safe working load | 10–50 kg programs | Drives fabric gsm and seam maps |
| Fabric basis weight | 60–120 g/m² | Tear/drop resistance vs resin use |
| Surface | Clear coat 15–30 g/m² or clear BOPP 18–25 µm | Clarity, scuff resistance, MVTR |
| Valve type | Internal / External / Tuck-in / Heat-seal | Filling speed and dust control |
| Liner | None / LDPE 20–120 µm / Form-fit | Moisture and odor management |
| Optical metrics | Haze < 20–40% (target); high transmittance | Defines the see-through experience |
| Establish a measurable window so suppliers can aim and auditors can confirm. | ||
B) Process control checkpoints
| Stage | Variable | Control method | Drift risk if ignored |
|---|---|---|---|
| Tape draw | Width, thickness, draw ratio | SPC charts; hourly gauge logs | Tape breaks; weak fabric |
| Weaving | Ends × picks; broken-end rate | Loom sensors; downtime logs | Porosity drift; poor bonding/printing |
| Coating/Lamination | Coat weight; dyne; pinholes; haze; peel | Gravimetric checks; corona logs; haze meter | MVTR drift; delamination; lensing artifacts |
| Printing | Registration; ΔE; barcode grade | On-press densitometry; scans on production stock | Mis-scans; brand drift; returns |
| Sewing/Closing | SPI; seam efficiency | Pull tests; needle heat checks | Seam failure; edge tear; leaks |
| If you cannot measure it, you cannot hold it. If you cannot hold it, your customers will feel it. | |||
C) Procurement & line-qualification checklists
Inbound to spec
- Product physics: bulk density, particle size, oil/fat content, hygroscopicity.
- Filler hardware: impeller/screw/air; spout geometry; target rate.
- Valve design: sleeve material & stiffness; overlap; seal logic.
- Bottom geometry: block-bottom; gusset; anti-slip finishes.
- Clarity targets: haze/transmittance; view-window placement.
- Print & codes: color references; ΔE; barcode grade; matte windows.
On-line validation
- OEE before/after (minutes gained per hour).
- Haze/transmittance snapshots by lot.
- De-aeration time and scale stability.
- Scan grade after vibration and wrap.
- Lean after 24-hour dwell; corner robustness.
- Complaint rate and returns profile.
Printing Strategy and Code Survivability
A beautiful bag that does not scan is a liability. Design for scanning, not for posters. Proof on production substrates, not lab swatches. Reserve quiet zones and matte windows; keep codes off valve folds and corner stress risers. Log ΔE per lot and verify adhesion with cross-hatch and rub tests. Choose palettes that remain high-contrast even when body tints are used.
Palletization and Warehouse Engineering
Pallets, not spec sheets, ride trucks. Engineer the unit load so clarity never comes at the cost of stability. Columnar patterns suit stiffer laminated stacks; interlocking patterns suit more compliant coated stacks. Align anti-slip finishes with wrap tension; add interleaf sheets on long vibration routes; apply top caps and cornerboards for long hauls. Validate with lean snapshots after 24-hour dwell and confirm scan grade after route-vibration simulation.
Short list: pattern, friction, restraint, validation. Miss any one of these and you will feel it at the dock.
Environmental Accounting: Visibility that Prevents Waste
The largest environmental win of Transparent Woven Bags is the prevention of product loss. A few extra grams of laminate can avert kilograms of spoiled feed or gallons of contaminated runoff. That is not greenwashing; it is arithmetic. Right-size gsm; use the thinnest credible clear layer that passes drop, MVTR, and clarity targets; favor monomaterial polyolefin stacks where PP recycling exists; and, where hybrids are required, specify peelable laminations with known reclaim pathways.
Case Narratives (Illustrative)
Case 1 — Poultry feed, 25 kg, regional farm stores
Problem: disputes over fines and color inconsistency; slow receiving due to cutting bags for QC. Solution: Transparent Woven Bags with clear BOPP faces and reserved view windows. QC became visual; disputes dropped; scan success rose with matte code panes; micro-perfs near the mouth preserved fill speed. Outcome: fewer returns, cleaner aisles, higher staff throughput.
Case 2 — Aquafeed, 20 kg, coastal humidity
Problem: condensation haze masked pellet quality and increased slip. Solution: antifog-treated clear lamination plus a form-fit liner; anti-slip stripes added. Outcome: clarity at dawn preserved; pallets stabilized; wrap failures fell.
Case 3 — Mineral premix, 25 kg, tall warehouse stacks
Problem: corner bursts on top layers after dwell. Solution: raised fabric gsm; re-tuned bottom glue pattern and platen temperature; kept clear coat (not laminate) for magazine compliance. Outcome: drop survivals improved; stacks stabilized; clarity retained.
KPI Dashboard: Measure What Matters
- Bag failure rate (ppm) in line and transit
- Drop test survivals by height and fill mass
- De-aeration time to stable net weight
- Haze and transmittance by lot
- Scan success rate and average barcode grade
- Pallet stability incidents per 1,000 shipments
- CO₂e per shipped tonne (packaging + product loss)
- OTIF and replenishment lead time
A Field Playbook You Can Tape to the Filler
- If your operator says “it is bursting,” ask first: panel rupture, seam tear, delamination, bottom de-bond, or valve leak?
- If panel rupture: raise gsm or reduce draw brittleness; inspect edges for nicks.
- If seam tear: reduce SPI, change needle, validate weld energy/dwell.
- If delamination: audit dyne, coat/laminate weight, and peel strength; clean the web.
- If bottom de-bond: re-map glue pattern and platen temperature/pressure; consider corner reinforcement.
- If valve leak: adjust sleeve stiffness and overlap; add micro-perfs and a heat patch.
- Always validate on your line: measure OEE, haze/transmittance, de-aeration, drop survivals, scan grade, and lean after dwell. Freeze what works and revisit with field data.
October 30, 2025
- What are Transparent Woven Bags?
- The Materials of Transparent Woven Bags
- What are the Features of Transparent Woven Bags?
- What is the Production Process of Transparent Woven Bags?
- What is the Application of Transparent Woven Bags?
- How VidePak Controls and Guarantees the Quality
- System Thinking: When to Choose Transparent vs Opaque
- Engineering Tables and Checklists
- Printing Strategy and Code Survivability
- Palletization and Warehouse Engineering
- Environmental Accounting: Visibility that Prevents Waste
- Case Narratives (Illustrative)
- KPI Dashboard: Measure What Matters
- A Field Playbook You Can Tape to the Filler
Imagine a farm manager asking: “How can I reduce feed waste while ensuring easy inventory checks?” The answer lies in three transformative advantages: visibility, durability, and cost efficiency. Transparent woven bags allow instant content identification, minimize handling errors, and withstand harsh farm environments—all while aligning with global sustainability trends. At VidePak, our 30+ years of expertise in polypropylene (PP) engineering ensure these bags deliver unmatched performance for livestock operations and beyond.*
1. Transparency as a Functional Advantage
1.1 Visual Inventory Management
Transparent woven bags enable instant identification of feed types (e.g., soybean meal vs. corn silage) without opening the packaging. A 2023 USDA study showed farms using transparent bags reduced accidental mix-ups by 68% and lowered inventory audit time by 45%.
Case Study: A Brazilian poultry farm cut feed waste by 22% after switching to VidePak’s 90% transparent PP bags, which allowed workers to monitor fill levels and pest activity through the material.
1.2 UV Resistance & Material Integrity
Unlike traditional clear plastics that yellow under sunlight, VidePak’s transparent PP bags incorporate:
- 0.4% Benzotriazole UV absorbers: Blocks 98% of UV-B radiation (per ASTM G154).
- Co-extruded PP layers: Maintain 92% clarity after 12 months of outdoor storage.
| Property | Standard PE Bags | VidePak Transparent PP Bags |
|---|---|---|
| Haze Value | 15–20% | <5% (ASTM D1003) |
| Tensile Strength | 25 N/mm² | 42 N/mm² (ISO 527-2) |
| UV Stability | 6–8 months | 18–24 months |
2. Durability Meets Cost Efficiency
2.1 Structural Engineering for Agricultural Demands
VidePak’s bags are optimized for livestock feed’s abrasive nature:
- Weave Density: 100–120 threads/dm² to resist tearing from sharp feed edges.
- Additives: 1.5% calcium stearate reduces friction-induced wear by 40%.
- Seam Strength: Double-stitched seams withstand 35 kg drop tests (EN 15512:2020).
A Nigerian cattle farm reported zero bag ruptures during monsoon season using our 120 GSM transparent FIBC bags, compared to 18% failure rates with conventional options.
2.2 Cost-Saving Through Material Science
By using virgin PP granules optimized for transparency and strength, VidePak achieves:
- 20% Thinner Walls: 80-micron bags match the performance of 100-micron alternatives.
- Recyclability: 100% PP composition allows 7–9 reuse cycles before recycling.
Price Comparison (50 kg feed bags):
| Type | Cost/Bag | Lifespan | Cost/Tonne/Year |
|---|---|---|---|
| Traditional Jute | $0.85 | 1–2 uses | $425 |
| VidePak Transparent | $1.10 | 5–7 uses | $157 |
3. Beyond Agriculture: Construction Waste Applications
3.1 High-Strength Solutions for Debris Management
While optimized for feed, our transparent PP bags excel in construction waste due to:
- Load Capacity: 1,000–1,500 kg static load (EN 1898-1).
- Puncture Resistance: 18 N/mm² (ISO 4649) from cross-laminated PP tapes.
Project Example: A Dubai contractor saved 30% on disposal costs using our 150 GSM transparent FIBC bags for glass fragment collection, leveraging their shatter-resistant design.
3.2 Economic Advantages in Bulk Handling
- Reusability: 8–10 cycles with 2% damage rate vs. single-use alternatives.
- Stackability: Interlocking design increases pallet density by 25%.
4. Customization for Global Markets
4.1 Region-Specific Adaptations
| Market | Key Features | Certifications |
|---|---|---|
| EU | 30% recycled PP content | REACH, EN 13432 |
| USA | FDA-compliant colorants | 21 CFR 177.1520 |
| Africa | Anti-rodent PP blend | SABS 0229 |
Case Study: A South African feed mill increased exports to the EU by 15% using our REACH-certified transparent bags with QR code tracking panels.
4.2 Printing & Branding Capabilities
VidePak’s 30 printing machines enable:
- High-Definition Logos: 200 LPI resolution with Pantone ΔE <1.5 accuracy.
- Functional Markings: UV-resistant batch codes and handling instructions.
FAQs: Addressing Key Concerns
Q1: Do transparent bags compromise privacy?
We offer gradient opacity options—clear tops for visibility, opaque bottoms for brand security.
Q2: How do they perform in freezing temperatures?
Our PP formulation retains flexibility at -30°C (ASTM D746), ideal for Canadian/Russian markets.
Q3: What’s the MOQ for custom designs?
20,000 units with 18-day lead time via our 100+ circular looms.
Why Choose VidePak?
Founded in 2008 under CEO Ray Chiang, VidePak combines three decades of polymer expertise with Austrian Starlinger technology to produce 8,000 MT/month of certified packaging. Our 568-strong team serves 50+ countries, maintaining ISO 9001 quality and Sedex ethical standards.
References
- VidePak Corporate Profile: https://www.pp-wovenbags.com/
- Email: info@pp-wovenbags.com
- 2024 Global Feed Packaging Trends (Alltech)
- ASTM Standards for Agricultural Packaging
External Resources
- Discover our transparent woven bag solutions for enhanced farm efficiency.
- Explore high-strength FIBC options for construction debris handling.
At VidePak, clarity isn’t just visual—it’s embedded in every fiber of our innovation.