
- What Are Poly-BOPP Bags?
- Why Visibility Matters in Poly‑BOPP Bags — Human Factors, Logistics, and Brand Trust
- Materials & Optics — From Clear Bodies to Crystal Windows in Poly‑BOPP Bags
- Architecture Options — Flat, Gusseted, and Block‑Bottom Poly‑BOPP Bags
- Converting Methods — Sewing, Heat Sealing, Ultrasonic, or Hybrid on Poly‑BOPP Bags
- Mouth Styles — Different Doors for Different Goods in Poly‑BOPP Bags
- Sewing Inputs in Detail — Thread, Needle, Stitch, and Density for Poly‑BOPP Bags
- Window Geometry & Human‑Factors Engineering in Poly‑BOPP Bags
- Mechanical, Barrier, and Optical Verification for Poly‑BOPP Bags
- Compliance & Documentation Stack for Poly‑BOPP Bags
- Product Parameter Tables — Field‑Ready Ranges for Poly‑BOPP Bags
- Case Studies — How Poly‑BOPP Bags Solve Real Problems
- Risk Matrix & Controls (FMEA‑Style) for Poly‑BOPP Bags
- Sustainability Notes — Visibility Without Waste in Poly‑BOPP Bags
- Method → Result → Discussion — A Closed‑Loop Decision Framework for Poly‑BOPP Bags
- Implementation Playbook — From RFQ to First Pallet of Poly‑BOPP Bags
- What Are Poly‑BOPP Bags?
- Can I Integrate Transparent Windows In My Poly‑BOPP Bags Program?
- What Advantages Does a Valve‑Mouth Or Block‑Bottom Give Poly‑BOPP Bags?
- What Is a Specification Code, And Why Does It Matter For Poly‑BOPP Bags?
- What Role Do De‑Aeration and Dust Control Play In Poly‑BOPP Bags?
- Which Products Truly Belong In Poly‑BOPP Bags?
- What Is the Practical Benefit of Block‑Bottom Geometry In Poly‑BOPP Bags?
- The Role of Dimensional Precision In Poly‑BOPP Bags
- Benefits of Choosing Poly‑BOPP Bags Over Alternative Formats
- Exploring Custom Options for Poly‑BOPP Bags
- Standard Formats & Typical Parameters for Poly‑BOPP Bags
- Performance Enhancements: How To Turn Poly‑BOPP Bags Into “Performance Packaging”
- Key Factors To Consider When Selecting a Poly‑BOPP Bags Supplier
- Method–Result–Discussion: Building a Whole‑System Specification For Poly‑BOPP Bags
- Procurement Checklist Tailored to Poly‑BOPP Bags
- Supplier Playbook: From RFQ to First Shipment of Poly‑BOPP Bags
- References (Non‑CNC)
What Are Poly-BOPP Bags?
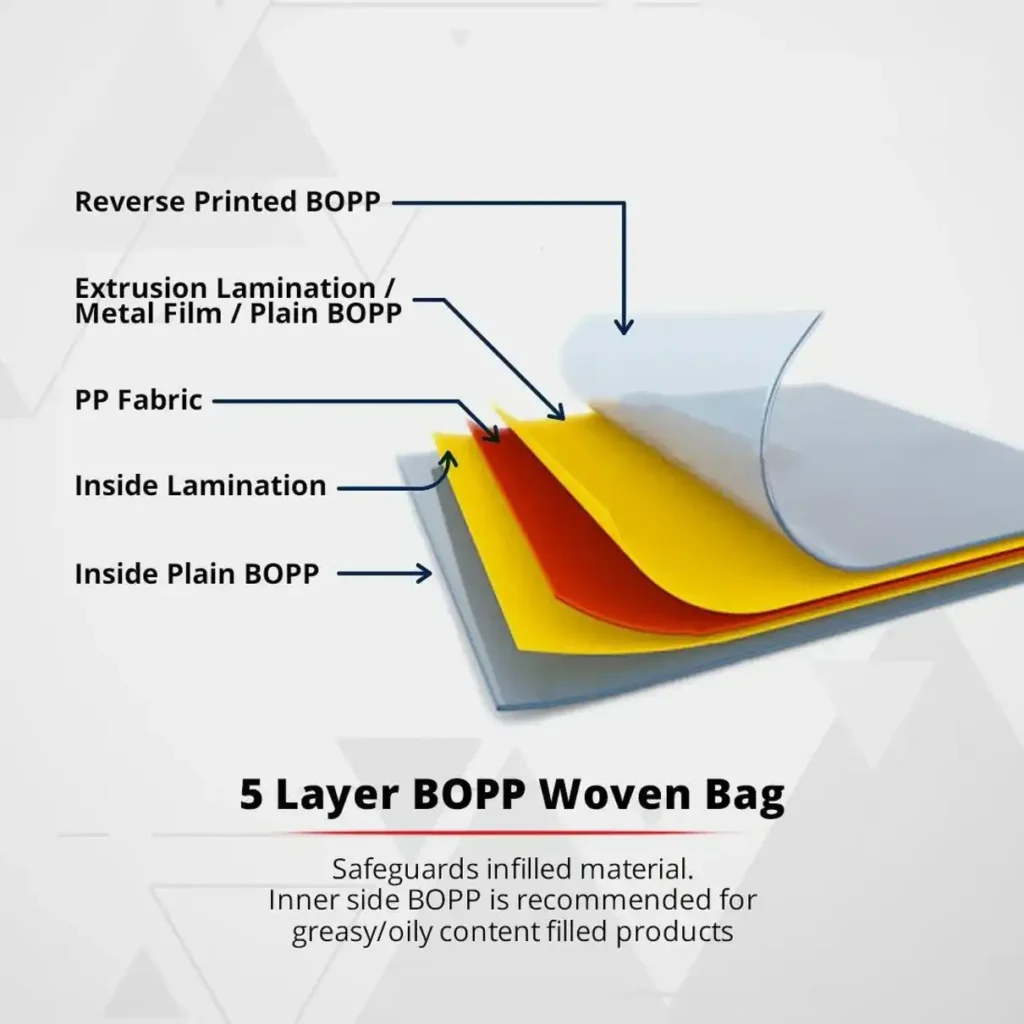
Poly-BOPP Bags are industrial and retail-grade sacks built by laminating biaxially oriented polypropylene (BOPP) film onto a woven polypropylene (PP) fabric, then converting that laminate into a finished bag by cutting, folding, printing, and closing. In effect, they merge the rugged mechanics of woven PP with the optical clarity and print fidelity of BOPP. Within commercial catalogs, you will also meet the aliases BOPP-laminated PP woven bags, PP raffia BOPP bags, poly-woven sacks, windowed BOPP woven bags, transparent PP woven sacks, and block-bottom BOPP valve bags. For a quick spec pointer and product gallery, see: Poly-BOPP Bags.
What are the features of Poly-BOPP Bags?
- Transparency by design — either full-body clarity using clear tapes and clear BOPP, or localized viewing windows that reveal product quality without opening the pack.
- High mechanical strength — woven PP delivers excellent tensile, tear, and puncture resistance at low basis weight, protecting product through drops, stack loads, and fork-truck handling.
- Barrier tunability — BOPP lamination reduces water-vapor transmission (WVTR) and shields inks; optional liners and topcoats extend moisture or oxygen protection where shelf-life requires it.
- Photo-grade graphics — reverse printing on BOPP yields vivid imagery and fine text, supporting retail conversion.
- Monomaterial advantage — fabric, coating, and film sit within the polyolefin family, enabling #5 PP recycling streams and closed-loop industrial take-back.
- Process compatibility — Poly-BOPP Bags can be sewn, heat-sealed, ultrasonically welded, or combined in hybrid closures; they can be open-mouth (OM) or valve-mouth (VM), pillow or block-bottom.
How are Poly-BOPP Bags produced? (Manufacturing overview)
- Extrusion & tape drawing — Virgin PP pellets are melted and extruded into a thin film, slit into tapes, and draw-oriented to boost modulus and tensile strength.
- Weaving — Tapes are woven on circular or flat looms (typical meshes 8×8 to 13×13 tapes/inch) into a fabric that scales strength with denier and GSM.
- Lamination — Clear or printed BOPP (11–25 μm) is bonded to the fabric using solvent-less or solvent-based polyurethane adhesives. Transparent windows are either registered “knock-outs” in the print or added as ultra-clear film patches over die-cut apertures.
- Printing — Reverse gravure/flexo on BOPP delivers high-fidelity color around the viewing area.
- Converting — The laminate is cut, folded (flat or gusset), formed into pillow or block-bottom shapes, and closed by sewing, heat sealing, ultrasonic welding, or hybrids; options include valve mouths, easy-open tapes, and reclosure features.
What are Poly-BOPP Bags used for?
They appear across grains and rice, flour and sugar, seeds and animal feed, pet food & bird seed, fertilizers & agro-inputs, mineral salts, resins & polymer pellets, charcoal and wood pellets, and retail-adjacent dry goods where showing the contents builds trust. In food-adjacent or pharma-adjacent logistics, they also serve as rugged outers over compliant inner liners.
Why Visibility Matters in Poly‑BOPP Bags — Human Factors, Logistics, and Brand Trust
Visibility is function masquerading as form. A clear body or an in‑panel window turns hidden content into visible evidence — grain length, kibble shape, pellet size, salt grade. Warehouse operators glance once and know the fill level; retail buyers see quality before purchase. Are there trade‑offs? Always. But when designed correctly, the optics elevate usage rather than encumber it.
Problem → Solution → Result
• Problem: Opaque sacks force destructive sampling, drive labor hours, and risk contamination.
• Solution: Engineer a window large enough to display a statistically meaningful cross‑section while keeping structural margins and protective print around it.
• Result: Faster incoming QC, fewer opened bags, tighter audit trails, higher shelf conversion.
Data reinforcement
• Window clarity tracks with ASTM D1003 haze and ASTM D523 gloss; 18–25 μm BOPP typically maintains low haze and supports scuff‑resistant topcoats.
• Drop/stack performance remains governed by woven mechanics; windows that honor seam distances and corner radii do not materially degrade strength when verified by ASTM D5034 (tensile) and ISO 13935‑2 (seam).
Comparative thought
If paper sacks signal tradition and unlaminated PP signals economy, Poly‑BOPP Bags signal transparency and assurance: “what you see is what you get,” literally.
Materials & Optics — From Clear Bodies to Crystal Windows in Poly‑BOPP Bags
Full‑Body Transparency
Method: Use clear PP tapes (minimal pigment), tighter meshes (12×12–13×13) to smooth topography, and clear BOPP on both faces. Consider a slightly higher coating weight to fill inter‑tape valleys; where utmost clarity is required, a cast‑PP (CPP) inner layer in the mouth region can provide a more uniform seal land without leaving the polyolefin family.
Trade‑offs: Fully transparent bodies reveal weave texture and any internal liners. They also expose scuffing more readily; mitigate with hard coat varnishes and protective palletization practices (corner boards, slip‑sheets).
Validation: Quantify haze/gloss, then verify that the optical uplift comes at no cost to mechanics (tensile/tear) and drop survivability.
Localized Windows on Printed Panels
Knock‑out windows leave an unprinted area of BOPP so the weave shows through; this is fast and cost‑efficient. Patch windows insert an ultra‑clear BOPP/CPP patch over a die‑cut opening, decoupling optics from the woven texture and maximizing transparency. The latter demands precise adhesive laydown and reliable film‑film bonding — a natural fit for ultrasonic assists.
Why it matters: A pet food buyer wants to see kibble shape; a rice buyer wants to judge grain length; a mineral buyer wants to distinguish coarse vs. fine grades. The right window geometry provides that proof at a glance.
Quality gates: Peel strength (ASTM F88), bond uniformity, and visual inspection under raked light; run accelerated shelf rubs to measure haze increase after simulated transport.
Architecture Options — Flat, Gusseted, and Block‑Bottom Poly‑BOPP Bags
Geometry governs logistics. Poly‑BOPP Bags come in three dominant silhouettes, each with consequences for packing lines, pallets, and store shelves.
Flat Type
Planar faces, single side seams (if any), and pillow‑like bulging on fill. Low converting cost; ideal for free‑flowing grains/pellets on open‑mouth lines. The downside is moderate cube efficiency and less‑stable stacks at high fill heights. Windows can be large because panels remain broad.
Gusseted Type
Inward side folds expand during filling, steering the cross‑section towards a rectangle. Pallets become brick‑like; billboard area increases (including the gussets themselves). Windows can sit on the main face with better edge definition. Converting costs rise slightly to control gusset symmetry.
Block‑Bottom (often with Valve)
A folded, pasted, or welded base creates a cuboid stance. Powder fillers (cement, putties, mineral fines) favor this form for speed and de‑aeration. Windows are smaller and placed away from high‑strain bottom folds. On shelf, block‑bottoms stand upright and display graphics like boxes.
Quick comparison
| Attribute | Flat Poly‑BOPP Bags | Gusseted Poly‑BOPP Bags | Block‑Bottom Poly‑BOPP Bags |
|---|---|---|---|
| Converting cost | Low | Moderate | Highest |
| Pallet cube | Moderate | High | Highest |
| Fill line speed | High (grains) | High with guides | Very high (powders) |
| Window size | Large possible | Large on faces | Small/moderate, positioned carefully |
Converting Methods — Sewing, Heat Sealing, Ultrasonic, or Hybrid on Poly‑BOPP Bags
Closing methods decide dust control, recyclability, and speed. Treat them as interchangeable tools rather than ideological camps.
Sewing (Stitched Closures)
How it works: Sewn‑open‑mouth (SOM) with single or double chain‑stitch; optional crepe tape, tie tape, or easy‑open tear tape.
Thread choices: PP multifilament (monomaterial with the body), polyester (PET) for higher heat resistance, or core‑spun threads for extreme loads. If circularity matters, keep threads polyolefin.
Stitch density & margins: 6–10 stitches per inch (SPI) cover most 25–50 kg bags; dense powders trend to 8–10 SPI. Maintain ≥25 mm seam allowance from the cut edge; for windowed faces, keep ≥15 mm clearance from window edge to stitch line to avoid stress concentrations.
Strength reality: Seam efficiency should approach fabric tensile; verify to ISO 13935‑2. Add anti‑wick threads or seam tapes if fines are sifting through needle holes.
Heat Sealing (Thermoplastic Fusion)
What you need: A sealable inner layer at the mouth (CPP or PE). Hot‑bar or impulse sealers apply heat/pressure/dwell on a compliant jaw to fuse layers.
Indicative window: 135–165 °C; 0.6–1.2 s dwell; 0.3–0.6 MPa pressure for CPP‑to‑CPP, then tune by laminate thickness and line rhythm.
Why pick it: Dust‑tight seals, tidy appearance, and monomaterial possibilities when you keep sealants within PP family.
Ultrasonic Welding
Mechanism: High‑frequency vibration melts the interface without heating the bulk laminate. It excels at film‑film joints — valve tips, window patches — and creates pinhole‑free bonds.
Caveats: Requires horn/anvil geometry tuned to woven textures; seam visuals depend on horn finish; capex is higher than a sewing head.
Hybrid Closures
Attack the root causes of leaks by combining tools: ultrasonic pre‑tack on a valve, then a short heat‑seal to lock the mouth; or heat‑cut edges to suppress fray before sewing. Hybrids earn their keep in dusty powders.
Mouth Styles — Different Doors for Different Goods in Poly‑BOPP Bags
Open‑Mouth (OM) suits free‑flowing grains, pellets, and seeds. It is simple, flexible (sewn or heat‑sealed), and supports generous window areas for retail trust.
Valve‑Mouth (VM) shines for aerated powders. Self‑closing valves and de‑air paths accelerate filling. Keep windows modest and away from the valve and bottom folds; ultrasonics reduce pinholes at the valve tip.
Heat‑Seal Mouth is the choice for hygiene and dust control; ensure the clear window does not intrude on the seal land unless built as a multilayer stack.
Sewn Mouth remains field‑forgiving, tolerant of variation, and friendly to re‑closing; just keep stitch lines clear of window corners.
Selection heuristics
• Powder + speed → Valve (often block‑bottom).
• Retail grains + visibility → Open‑mouth with a large front window.
• Hygiene + dust control → Heat‑seal or ultrasonic.
• Recyclability priority → PP threads and polyolefin seal layers to keep monomaterial.
Sewing Inputs in Detail — Thread, Needle, Stitch, and Density for Poly‑BOPP Bags
The best stitch is the one that fails last. In practice:
• Thread — PP multifilament keeps recycling simple; PET brings thermal headroom; core‑spun threads boost absolute strength but complicate recovery. Match thread denier to bag GSM and product mass.
• Stitch type — Chain‑stitches (401/406) tolerate shock and extension; lockstitch (301) sits flatter and sheds less dust but is less forgiving to impact.
• Density — 8 SPI for most 25–50 kg sacks; 10–12 SPI for dense, angular powders; audit destructive failures (thread break vs. fabric tear) and redirect accordingly.
• Margins — ≥25 mm is a reliable rule; fold a hem or add crepe tape to discourage splay on rough routes.
Window Geometry & Human‑Factors Engineering in Poly‑BOPP Bags
Sizing for meaning: In retail grains, windows that span 35–45% of the front panel width show a representative sample. In pet food, a vertical window that slices through multiple kibble layers aids shape recognition.
Rounded corners: Use 2–4 mm radii to suppress crack initiation. Sharp corners near stitch lines are fatigue starters.
Anti‑fog & abrasion: Tropical humidity and cold‑chain condensate will fog windows; specify anti‑fog coatings where needed. Use scuff‑resistant topcoats if pallets rub faces during transit.
Verification: Shelf‑rub simulations (pallet wrap + slip‑sheet contact) quantify haze increase; barcode legibility tests confirm that codes or QR graphics maintain contrast across clear and printed zones.
Mechanical, Barrier, and Optical Verification for Poly‑BOPP Bags
Mechanical — ASTM D5034 for tensile (grab method), ASTM D5733 adapted for tear on woven laminates, and route‑specific drop protocols (0.8–1.2 m, corner/edge/flat). Static stack compression simulates warehouse time and pallet height.
Seam — ISO 13935‑2 seam tensile; record failure locus to decide whether to change thread, SPI, or seam allowance. For dust‑sensitive fills, add seam sealing tape or switch to heat‑seal/ultrasonic where feasible.
Barrier — ASTM F1249 (WVTR) and ASTM D3985 (OTR) for laminated faces and liners; report test temperature/RH because WVTR moves with climate. A small liner often trumps excessive outer lamination.
Optics — ASTM D1003 haze and ASTM D523 gloss, before and after rub cycles; specify acceptance windows, not just absolute numbers.
Seal/Peel — ASTM F88 for film‑film peel (window patches, valve tips, mouth seals). Target consistent, “fibrous” failure modes rather than brittle interfacial splits.
Compliance & Documentation Stack for Poly‑BOPP Bags
• Food contact (PP) — FDA 21 CFR 177.1520 for olefin polymers; align inks/adhesives with relevant 21 CFR parts and Good Manufacturing Practice (GMP).
• EU plastics — Regulation (EU) No 10/2011 for plastic food‑contact materials where applicable.
• Quality & hygiene — ISO 9001 and BRCGS Packaging Materials (Issue 7) provide auditable process control for materials in food and pharma adjacencies.
• Environment — ISO 14001 for environmental management; ISO 50001 can support energy‑use reductions on extrusion and drying.
• Recyclability — Mark PP (#5); supply a Declaration of Compliance (DoC) for mono‑polyolefin construction to enable take‑back programs and #5 consolidation.
• Labeling — Where adopted, follow How2Recycle‑style guidance in North America and local EPR symbols in EU/UK to avoid greenwashing.
Product Parameter Tables — Field‑Ready Ranges for Poly‑BOPP Bags
Table 1 — Base Laminate & Window
| Item | Typical Range | Notes |
|---|---|---|
| Fabric GSM | 70–120 g/m² | Heavier GSM for dense powders; 80–95 g/m² common for grains. |
| Mesh | 10×10 to 13×13 | Tighter mesh smooths optics for clear bodies. |
| Tape Denier | 800D–1600D | Balance tensile vs. hand feel. |
| BOPP Film | 18–25 μm (clear/matte/gloss) | 18 μm for standard print; 20–25 μm for window durability. |
| Coating Weight | 18–28 g/m² (PP/PE) | Fills weave valleys, tunes WVTR. |
| Window Size | 35–60% front width | Maintain seam/window clearances. |
| Window Type | Knock‑out or patch | Patch delivers highest clarity; needs ultrasonic/thermal bonding. |
Table 2 — Closures & Sewing
| Method | Typical Settings | Best For | Cautions |
|---|---|---|---|
| Sewn OM (chain‑stitch) | 8–10 SPI; PP/PET thread | Grains, seeds, pellets | Tape for fines; keep seam from window edge |
| Heat‑seal (CPP) | 135–165 °C; 0.6–1.2 s; 0.3–0.6 MPa | Dust‑tight, hygienic lines | Calibrate for laminate thickness |
| Ultrasonic | Horn matched to laminate; rapid cycle | Valve tips, window patches | Tune horn to woven texture |
| Hybrid (ultrasonic + short heat‑seal) | As above | High‑speed powders | Redundant protection against pinholes |
Table 3 — Mouth Styles
| Style | Pros | Typical Use | Window Note |
|---|---|---|---|
| Open‑Mouth | Simple, flexible closures | Retail grains, pet food | Large windows welcome |
| Valve‑Mouth | Fast fill, de‑aeration | Cement, fertilizers | Keep windows compact; protect valve area |
| Heat‑Seal Mouth | Dust‑tight, clean | Hygienic, automated lines | Ensure seal land integrity |
| Sewn Mouth | Rugged, field‑friendly | Mixed fills, outdoor | Offset from window for strength |
Table 4 — Test Methods (At‑a‑Glance)
| Performance Domain | Method | Typical Target/Note |
|---|---|---|
| Tensile (laminate) | ASTM D5034 | Meet/beat spec per GSM/denier |
| Tear (laminate) | ASTM D5733 (adapted) | Monitor after lamination cycles |
| Seam strength | ISO 13935‑2 | Seam efficiency near fabric tensile |
| WVTR | ASTM F1249 | Report test temp/RH |
| OTR | ASTM D3985 | For aroma‑sensitive SKUs |
| Haze/Gloss | ASTM D1003/D523 | Verify pre‑/post‑rub |
| Film‑film peel | ASTM F88 | Window patches, valve tips |
Case Studies — How Poly‑BOPP Bags Solve Real Problems
Case 1 — 25 kg Rice, Tropical Humidity, Retail‑Forward
Background: Mold complaints and laborious incoming checks with opaque sacks; consumers distrust brand quality.
Approach: Gusseted Poly‑BOPP Bags at 85–95 GSM, 10×10 mesh, 20 μm clear window occupying 45% of the face; laser micro‑perfs above the powder line; sewn mouth with crepe tape.
Data reinforcement: WVTR measured to ASTM F1249 met shelf‑life; ASTM D1003 haze stayed within acceptance after rub simulations.
Result: Returns fell; shelf conversion rose; QC cycle time dropped.
Case 2 — 15 kg Premium Pet Food, Aroma Retention & Shelf Scuffing
Background: Graphics dulling and aroma loss in transit.
Approach: Matte/gloss combo BOPP with a 22 μm patch window ultrasonically bonded; heat‑seal mouth with CPP land; 60 μm PE inner liner.
Data reinforcement: OTR to ASTM D3985 hit targets; film‑film peel to ASTM F88 exceeded minimum; scuff tests showed lower Δ‑haze.
Result: Brighter shelf presence; better aroma life; cleaner seals.
Case 3 — 25 kg Mineral Salt, Sifting and SKU Confusion
Background: Stitch‑hole sifting and mis‑picks between fine and coarse grades.
Approach: Block‑bottom valve Poly‑BOPP Bags with a modest window near the upper third; ultrasonic‑assisted valve tip; anti‑wick thread where sewing remained.
Data reinforcement: Seam strength via ISO 13935‑2 increased; dust counts at weigh stations fell.
Result: Faster filling, lower housekeeping, fewer picking errors.
Risk Matrix & Controls (FMEA‑Style) for Poly‑BOPP Bags
| Failure Mode | Likely Cause | Control Measure | Verification |
|---|---|---|---|
| Window whitening/scuff | Pallet edge abrasion | Harder topcoat; corner boards; matte/gloss mix | Shelf‑rub test; Δ‑haze |
| Seam zippering | Low SPI or margin | ≥25 mm margin; 8–10 SPI; hem or crepe tape | ISO 13935‑2; drop trials |
| Valve pinholes | Incomplete fusion | Ultrasonic pre‑tack + short heat‑seal | Water bath or vacuum decay test |
| Fogging | High RH/cold chain | Anti‑fog coating; micro‑perfs above product line | Climate cycling |
| Print lift | Under‑cured adhesive | Cure audits; bond testing | ASTM F88 trend charts |
Sustainability Notes — Visibility Without Waste in Poly‑BOPP Bags
Keep the structure in the polyolefin family: PP fabric, PP or BOPP film, PP threads, PP‑family sealants. Mark #5; publish bulk take‑back for B2B users; and avoid dark masterbatches that confuse NIR sorters. If paper is mandated for a market, use detachable windows, but for industrial sacks, mono‑PP remains the cleanest path to closed‑loop recovery.
Method → Result → Discussion — A Closed‑Loop Decision Framework for Poly‑BOPP Bags
Method 1 — Define what the eye must see: Full clarity or a targeted window? Quantify the viewing area and the attributes to showcase (grain length, kibble shape, pellet grade).
Result: A measurable window spec — width %, height position, corner radius, topcoat.
Discussion: Windows that are too small don’t persuade; windows that are too large invade structural zones.
Method 2 — Map product physics to mouth/closure: Bulk density, aeration, and fines content determine open‑mouth vs. valve, and sewing vs. seal/weld.
Result: A line‑fit bag that fills quickly, stays dust‑tight, and stacks square.
Discussion: Change the mouth and many downstream problems evaporate — especially in powders.
Method 3 — Right‑size the laminate & liner: WVTR/OTR targets, route climate, and shelf‑life define coating weight, film gauge, and the need for a liner.
Result: Lowest material that still meets quality KPIs.
Discussion: Over‑barrier undermines recyclability; under‑barrier invites product loss — the worst environmental outcome.
Method 4 — Validate with named tests: Don’t say “strong”; say ASTM D5034 ≥ X N and ISO 13935‑2 ≥ Y N. Don’t say “clear”; say haze ≤ Z % after rub cycles.
Result: Auditable specs and predictable performance.
Discussion: Numbers build trust internally and on the customer’s dock.
Method 5 — Plan for recovery: Monomaterial construction, clear labeling, and vendor take‑back.
Result: Higher true recycling rates and credible claims.
Discussion: End‑of‑life is part of design, not an afterthought.
Implementation Playbook — From RFQ to First Pallet of Poly‑BOPP Bags
- Kickoff & hazard inventory — Define contents, climate lanes, hygiene needs, shelf goals, and visibility targets.
- Pre‑engineering — Select geometry (flat/gusset/block), window type (knock‑out/patch), and mouth (OM/VM) with a draft BOM for film gauges, GSM, and denier.
- Prototype set A/B — One variant optimized for optics (bigger window, hard coat); one for speed/seal (smaller window, stronger valve).
- Lab validation — Run ASTM/ISO tests with acceptance windows; record failure modes, not just pass/fail.
- Line trials — Prove on the real filler: throughput, dust counts, seal integrity, stack stability.
- Costing & sustainability — Iterate toward mono‑PP constructions where possible; document #5 marking and take‑back routes.
- Commercialization — Freeze art, plate approvals, and QC plans; define re‑order controls for film/ink lots and window placement tolerances.
Following this path, your team can deliver Poly‑BOPP Bags that display the product with confidence, pass audits with named numbers, and run as fast as your line will go — while staying inside a circular design philosophy.
What Are Poly‑BOPP Bags?
Poly‑BOPP Bags are heavy‑duty packaging made by laminating biaxially oriented polypropylene (BOPP) film onto woven polypropylene fabric (PP raffia), then converting that laminate into sacks with flat, gusseted, or block‑bottom shapes. In practice they blend the mechanical strength of woven PP with the optical clarity and print fidelity of BOPP. You may also see the aliases BOPP‑laminated PP woven bags, PP raffia BOPP bags, poly‑woven sacks with window, transparent PP woven sacks, and block‑bottom BOPP valve bags. For a quick overview of formats and finishes, visit this anchor: Poly‑BOPP Bags.
Features of Poly‑BOPP Bags
• High tensile/tear puncture resistance at low basis weight (woven PP substrate).
• Moisture/oxygen barrier tunability via coatings, laminates, and liners.
• Photo‑quality graphics from reverse printing on BOPP (matte or gloss).
• Options for transparent bodies or localized viewing windows that showcase contents.
• Compatibility with sewn, heat‑sealed, ultrasonic, or hybrid closures; open‑mouth (OM) or valve‑mouth (VM).
• Polyolefin mono‑family structure that supports #5 recycling and industrial take‑back.
How Poly‑BOPP Bags are produced (process snapshot)
Extrusion & tape drawing → weaving (8×8 to 13×13 tapes/inch) → lamination (clear or printed BOPP 11–25 µm) → printing (reverse gravure/flexo) → converting (cut, fold, sew/heat‑seal/ultrasonic; add valve, window, or easy‑open features).
Where Poly‑BOPP Bags are used
Grains & rice, flour & sugar, seeds & animal feed, pet food & bird seed, fertilizers & agro‑inputs, mineral salts, resins & polymer pellets, charcoal & wood pellets, and retail‑adjacent dry goods that benefit from visibility and rugged handling.
Can I Integrate Transparent Windows In My Poly‑BOPP Bags Program?
Background — Buyers want to see what they are paying for: grain length, kibble geometry, salt grade. Operations want faster QC without cutting bags.
Method — Engineer either (a) full‑body transparency (clear tapes + clear BOPP + slightly higher coating to smooth weave) or (b) a localized window. Windows can be a knock‑out (unprinted BOPP area) or a high‑clarity patch bonded over a die‑cut aperture using ultrasonic or thermal sealing.
Result — Visual verification at a glance, fewer destructive samples, stronger shelf persuasion.
Discussion — Windows must respect structure: keep ≥15 mm from stitch lines, use 2–4 mm corner radii, specify anti‑fog topcoats in humid routes. Clarity is validated by haze/gloss tests; strength is confirmed by tensile and seam efficiency measurements. In short, Poly‑BOPP Bags can be transparent where it matters without sacrificing load‑bearing capability.
What Advantages Does a Valve‑Mouth Or Block‑Bottom Give Poly‑BOPP Bags?
Background — Powder lines struggle with trapped air and housekeeping. Grains want stable pallets and billboard‑like faces.
Method — Map product physics to geometry: block‑bottom + valve‑mouth accelerates de‑aeration for cement, putty, mineral fines; gusseted open‑mouth stabilizes bricks of rice or pet food while offering a broad window area for retail.
Result — Higher filling speeds, squarer pallets, cleaner warehouses, and graphics that actually sell.
Discussion — There is no universal winner; the winner is the one matched to flow behavior. Valve designs thrive when air must escape fast; gusseted OM excels when free‑flowing solids settle naturally. Both are readily implemented on Poly‑BOPP Bags.
What Is a Specification Code, And Why Does It Matter For Poly‑BOPP Bags?
Background — Teams often say “BOPP bag, 25 kg”—too vague for quality or cost control.
Method — Adopt a compact “spec code” that captures fabric GSM, mesh, tape denier, BOPP gauge/finish, window type/size, fold style, mouth style, closure method, and liner gauge. Example: PBB‑90G‑12×12‑1200D / BOPP20‑Matte / Window45%‑Patch‑R3 / Gusseted‑OM / Heat‑Seal‑CPP / Liner60.
Result — Every stakeholder works from the same blueprint; procurement can bid apples‑to‑apples; production can lock machine settings; QA can test against named numbers.
Discussion — A good code is not bureaucracy; it’s insurance. It prevents “silent substitutions” that erode performance and brand trust in Poly‑BOPP Bags.
What Role Do De‑Aeration and Dust Control Play In Poly‑BOPP Bags?
Background — Aerated powders balloon sacks; dust triggers safety alarms and mess.
Method — Use micro‑perfs above the powder line, choose valve‑mouth with porous sleeves or de‑air channels, and select closures that are pinhole‑free (ultrasonic‑assisted valve tips). For grains, keep perfs modest; for powders, bias toward block‑bottom valves.
Result — Faster fills, lower dust counts, and seals that pass vacuum or water‑bath tests.
Discussion — Dust control is not just hygiene; it’s economics. Cleaner fills mean less giveaway, less rework, fewer claims. Thoughtful venting architecture is a core design lever in Poly‑BOPP Bags.
Which Products Truly Belong In Poly‑BOPP Bags?
Background — Not every product needs the same barrier, stiffness, or visibility.
Method — Segment by hazard and value:
• Hygroscopic goods (fertilizers, salts): laminated faces + optional PE/PP liners.
• Aroma‑rich foods (pet food, coffee beans): matte/gloss BOPP + liner; consider metallized BOPP on panels without windows.
• Free‑flowing grains (rice, pulses): breathable weave + micro‑perfs; large window for retail trust.
• Mineral or resin pellets: rugged fabrics, anti‑wick threads, heat‑cut edges to reduce fray.
Result — Right‑sized performance without over‑engineering.
Discussion — When in doubt, design to avoid product loss first; the greenest bag is the one that prevents waste. That is where Poly‑BOPP Bags shine.
What Is the Practical Benefit of Block‑Bottom Geometry In Poly‑BOPP Bags?
Background — Pallet cube and shelf stance affect logistics cost and brand impact.
Method — Block‑bottom Poly‑BOPP Bags stand upright like small cartons, present flat billboard faces, and resist rolling. They also cooperate with valve fillers for fine powders.
Result — Denser containers, fewer toppled stacks, and retail‑ready presentation.
Discussion — Where the line can run it, block‑bottom earns its keep; where cost is king and flows are free, a gusseted pillow may suffice.
The Role of Dimensional Precision In Poly‑BOPP Bags
Background — Millimeters matter in automated lines. Too short: mis‑grips. Too long: jammed seal jaws.
Method — Control web tension, employ register marks for print‑to‑cut accuracy, calibrate fold plates, and audit seam allowances. Verify mouth land width for sealing.
Result — Predictable fills, crisp seals, fewer stoppages.
Discussion — Precision is invisible when present and unforgettable when absent. The discipline behind it—SPC charts, gauge R&R—belongs on every Poly‑BOPP Bags program.
Benefits of Choosing Poly‑BOPP Bags Over Alternative Formats
Background — Paper valve sacks and unlaminated woven PP are entrenched. Why switch?
Method — Compare across axes: durability per gram, print impact, moisture barrier, reuse potential, recyclability pathways, and window optics.
Result — Poly‑BOPP Bags often deliver higher shelf conversion (graphics), lower damage (mechanics), and targeted barrier without sacrificing monomaterial recovery.
Discussion — Context rules: cement lines love paper’s de‑air speed; premium pet food loves BOPP’s print and grease resistance. Hence many customers dual‑source and allocate by SKU.
Exploring Custom Options for Poly‑BOPP Bags
Background — “One bag fits all” is a myth.
Method — Tune the variables: fabric GSM (70–120 g/m² typical), mesh (10×10–13×13), tape denier (800D–1600D), BOPP gauge (18–25 µm), window type/size, fold style (flat/gusset/block), mouth style (OM/VM), closure (sew/heat/ultrasonic), liner (0–80 µm), print finish (matte/gloss), and add‑ons (anti‑fog, easy‑open, reclosure).
Result — A portfolio of SKUs that share components but hit different use‑cases.
Discussion — Customization without chaos requires a module library and a spec code; that is how high‑mix, low‑risk programs are run in Poly‑BOPP Bags.
Standard Formats & Typical Parameters for Poly‑BOPP Bags
| Parameter | Typical Range | Notes |
|---|---|---|
| Fabric weight (GSM) | 70–120 g/m² | Heavier GSM for dense powders; 80–95 for grains |
| Mesh density | 10×10 to 13×13 tapes/inch | Tighter meshes smooth optics and improve print laydown |
| Tape denier | 800D–1600D | Higher denier increases tensile/tear |
| BOPP film | 18–25 µm (clear/matte/gloss/met) | 20–25 µm recommended near windows |
| Coating weight | 18–28 g/m² (PP/PE) | Tunes WVTR and fills weave valleys |
| Window size | 35–60% front width | Keep ≥15 mm from stitch lines; R2–R4 corners |
| Fold style | Flat / Gusseted / Block‑bottom | Choose by cube vs. line speed |
| Mouth style | OM or VM | VM for powders; OM for grains & retail |
| Closure | Sewn / Heat‑seal / Ultrasonic / Hybrid | Pick by dust control & recyclability |
| Liner | 25–80 µm PE/PP (optional) | Near‑hermetic protection for hygroscopic goods |
These aren’t arbitrary. They are the “guardrails” that keep Poly‑BOPP Bags robust while allowing customization.
Performance Enhancements: How To Turn Poly‑BOPP Bags Into “Performance Packaging”
Background — Some SKUs need more than a pretty face.
Method — Add anti‑fog coatings for cold‑chain or humid lanes; specify scuff‑resistant varnishes for shelf rub; consider metallized BOPP on non‑window panels for aroma control; apply antistatic masterbatch (surface resistance 10^4–10^11 Ω) for dusty plants; explore antimicrobial outer coatings validated by ISO 22196 for warehouse hygiene.
Result — Bags that survive real routes, pass audits, and keep products in spec.
Discussion — Each “upgrade” should be justified by a failure mode: fog, scuff, odor, static, or hygiene. That’s the performance mindset in Poly‑BOPP Bags.
Key Factors To Consider When Selecting a Poly‑BOPP Bags Supplier
Background — The right partner shortens projects; the wrong one multiplies assumptions.
Method — Audit capabilities end‑to‑end: extrusion → weaving → coating/lamination → printing → converting → QA. Ask for certificates (ISO 9001, BRCGS Packaging), food‑contact DoCs (21 CFR 177.1520; EU 10/2011 where applicable), and environmental credentials (ISO 14001). Inspect equipment (gravure units, laminators, ultrasonic stations), sample seam and peel data, and require a PP‑monomaterial bill where recyclability is a KPI.
Result — Predictable quality, transparent costing, credible sustainability.
Discussion — Price is a number; total cost is numbers plus risk. The latter drops when a supplier can show data for Poly‑BOPP Bags rather than promises.
Method–Result–Discussion: Building a Whole‑System Specification For Poly‑BOPP Bags
Method — Start with a hazard inventory (moisture, oxygen, dust, drop, stack, static, scuff, fog). Translate each hazard into a design lever (GSM, mesh, BOPP gauge/finish, window type, mouth, closure, liner, coatings). Prototype A/B variants (optics‑forward vs. speed‑forward). Validate with named tests: ASTM D5034 (tensile), ISO 13935‑2 (seam), ASTM F1249 (WVTR), ASTM D3985 (OTR), ASTM D1003/D523 (optics), ASTM F88 (film‑film peel).
Result — A specification code with acceptance windows and a QC plan that monitors real‑time drift.
Discussion — The logic closes when claims are measured, not assumed. That’s how complex choices become simple in Poly‑BOPP Bags.
Procurement Checklist Tailored to Poly‑BOPP Bags
• Declare composition: fabric GSM/mesh/denier; BOPP gauge/finish; window type/size; fold and mouth style; closure method; liner gauge.
• Cite compliance: 21 CFR 177.1520 (PP); EU 10/2011 (where applicable); ISO 9001/BRCGS; ISO 14001.
• State recyclability: #5 marking; mono‑PP construction; take‑back routes.
• Define tests and acceptance windows: method + condition + value.
• Share pallets & lanes: pattern, wrap type, climate, and drop/stack expectations.
• Lock artwork rules: safe distances from windows, barcodes over clear/print, color standards.
Supplier Playbook: From RFQ to First Shipment of Poly‑BOPP Bags
- Kickoff: confirm hazards, visuals, line tech, and reuse/recovery goals.
- Pre‑engineering: pick geometry, mouth, window concept; draft the spec code and BOM.
- Sampling: deliver two contrasts (optics‑max vs. throughput‑max).
- Lab: run ASTM/ISO tests; record failure modes.
- Pilot line: measure fill rate, dust counts, seal integrity, stack stability; run a pallet to destination‑grade wrap.
- Iterate: adjust SPI, seal dwell, window position, topcoat.
- Freeze: hit cost and performance; publish QC checklists and re‑order tolerances.
- Scale: stage film/ink lots; set change‑control for substitutions; schedule periodic audits.
References (Non‑CNC)
- FDA 21 CFR §177.1520 — Olefin polymers for food‑contact applications.
- Regulation (EU) No 10/2011 — Plastic materials and articles intended to come into contact with food.
- ISO 13935‑2 — Textiles — Seam tensile properties of fabrics and made‑up textile articles — Part 2.
- ASTM D5034 — Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test).
- ASTM D5733 — Standard Test Method for Tearing Strength of Nonwoven Fabrics by the Trapezoid Procedure (adapted for woven laminates).
- ASTM F1249 — Water Vapor Transmission Rate Through Plastic Film and Sheeting.
- ASTM D3985 — Oxygen Gas Transmission Rate Through Plastic Film and Sheeting.
- ASTM D1003 / D523 — Haze and Gloss of Transparent Plastics.
- ASTM F88 — Seal Strength of Flexible Barrier Materials.
- BRCGS Packaging Materials, Issue 7 — Global Standard for Packaging Materials.
- ISO 14001 — Environmental Management Systems requirements with guidance for use.