Sewn open mouth bags, also known as open mouth sacks or block bottom bags, are widely used in various industries due to their durability and functionality. These bags are designed for easy filling and are suitable for a range of applications, from agriculture to construction. To ensure the highest quality and production efficiency, our company utilizes a comprehensive set of equipment from the globally recognized supplier Starlinger. This article will delve into the features of sewn open mouth bags, the production process, and how advanced technology contributes to superior product quality.
What Are Sewn Open Mouth PP Bags? Definition, Nicknames, and the Core Promise
Sewn Open Mouth PP Bags are pre‑made sacks fabricated from woven polypropylene fabric with a factory‑closed bottom and an open top that is sealed by sewing after filling. The geometry is deliberately straightforward: a rectangular tube or sheet is cut to size, optionally gusseted for footprint control, and finished with a robust bottom seam. At the line, the open mouth is presented to an impeller, auger, or gravity spout; after dosing, a sewing head closes the mouth. Why does such simplicity still win in 2024–2025? Because fewer dependencies mean fewer stoppages. Because the same sewing closer can service many SKUs. Because square, tidy pallets are easier to stack, strap, and hood. In short, SOM is the packaging equivalent of a well‑tuned hand tool: reliable, forgiving, and ready for work.
Aliases that point to the same format (buyer and plant vocabulary)
- Sewn Open Mouth PP Bags (SOM)
- PP woven open‑mouth sacks
- Sewn open‑top polypropylene bags
- Raffia sewn sacks (regional shorthand)
- Cut‑top sewn PP bags
- Flat‑mouth sewn woven sacks
Different names, same operating truth: a factory‑sewn bottom, a mouth stitched after filling, and a woven PP body that balances strength, machinability, and cost discipline.
Materials and Architecture: The Science Behind the Sack
Think of a Sewn Open Mouth PP Bags specification as a board of adjustable sliders. One slider controls denier and mesh; another, coating thickness; a third, the presence of micro‑perforations; a fourth, the liner. Slide any one without care and performance drifts; tune them together and the whole system snaps into balance. Below is the material logic that makes that tuning repeatable.
Structural fabric (oriented PP tapes)
- Isotactic polypropylene homopolymer is drawn into high‑tenacity tapes with low density (~0.90 g/cm³), excellent abrasion resistance, and broad chemical tolerance for salts, mild alkalis, and many fertilizers or feeds.
- Impact‑copolymer PP adds low‑temperature toughness; blends can lift drop performance in cold chains without overshooting GSM.
- Typical envelopes for 5–50 kg classes: ~700–1,500 denier at ~10×10–12×12 tapes/inch. Tighter meshes resist puncture and improve seam pull‑out—at the expense of mass and, sometimes, breathability.
Surface systems (coatings and laminations)
- Extrusion coatings in PP or PE (~10–40 μm) raise water‑vapor resistance and suppress sifting while offering a uniform print base.
- BOPP lamination (15–25 μm) enables photograph‑grade graphics and a scuff‑resistant face; because BOPP is also polypropylene, mono‑polymer designs remain feasible for many PP recycling streams.
- Micro‑perforations (layout controlled) allow de‑aeration during high‑speed filling, cutting “bag ballooning” micro‑stops that otherwise choke throughput.
Liners (when required)
- Loose or form‑fit liners in HDPE/LLDPE deliver a cleaner interior and additional moisture/odor barrier for hygroscopic or aromatic blends.
- Antistatic or conductive liners support safer operations near combustible dust; ESD discipline remains a systems issue, not just a bag issue.
Threads, seams, and cords
- PP/PE or high‑tenacity polyester threads dominate sewn closures; stitch choice balances elongation, knot security, and abrasion.
- Double‑chain lock stitching with calibrated seam allowances improves seam efficiency; stitch pitch is tuned to particle size to suppress sifting.
- Filler cords close micro‑pathways for fines along seams when vibration is inevitable.
Cost levers that actually move the needle
- Fabric GSM and tape draw ratio determine strength per kilogram of resin; aim for consistency before adding mass.
- Coating thickness should follow route humidity and de‑aeration needs; over‑coating raises cost and may slow filling unless micro‑perfs are added.
- Liner thickness should match WVTR targets; overspec hurts both cost and carbon with little field benefit.
Features That Matter: Why Operations Choose SOM Over Alternatives
When an engineer chooses Sewn Open Mouth PP Bags, the decision is rarely romantic; it is mathematical. Will it run? Will it stack? Will it survive the route—and the audit? The format answers with a set of reinforcing characteristics.
Line simplicity
A sewing head closes the package—no heat bars, no valves. Changeovers are quick. Mixed SKU shifts remain sane. Uptime climbs.
Strength‑to‑weight
Drawn PP tapes deliver high tenacity at low mass. The right denier/mesh/GSM combination handles drops and vibration without gold‑plating the fabric.
Moisture management
Uncoated woven PP breathes; coatings and laminations resist humidity pickup. Micro‑perfs balance barrier and de‑aeration for high‑speed packers.
Branding surface that works
Coated faces take durable flexo; BOPP laminations unlock high‑fidelity imagery and wipe‑clean displays. Mandatory text stays readable when ink, surface energy, and cure are matched.
Circularity in mind
Mono‑PP designs simplify bales; color discipline helps sorters; and lightweighting reduces embedded carbon per delivered kilogram.
Manufacturing Flow: From Pellets to Pallets
Production is choreography. Get the early steps right and the late steps behave. Skip them and you will inspect, rework, and apologize later. The practical sequence looks like this:
- Compounding & extrusion: Blend virgin or qualified recycled PP with masterbatches; extrude a flat film; quench and slit into ribbons.
- Orientation & heat‑setting: Draw the ribbons to raise tenacity and control elongation; heat‑set to stabilize crystalline morphology before coating and print.
- Weaving: Circular looms (tubular) or flat looms (sheet). Mesh and GSM are tuned to payload, drop height, and seam pull‑out targets.
- Coating/lamination (optional): Extrusion coatings in PP/PE add sift control and barrier; BOPP adds graphics and scuff resistance. Micro‑perfs are patterned when needed.
- Printing: Flexo or gravure applies branding, mandatory text, handling icons, and track‑and‑trace codes. Surface energy and ink chemistry are matched.
- Conversion to SOM geometry: Cut blanks, form gussets, sew the bottom seam, stabilize hems, add easy‑open tapes or handles, and apply filler cords when required.
- Quality & palletization: Inspect seams and bottoms; verify volume; sample drop, compression, and label adhesion; stack to validated patterns; hood and ship with lot traceability.
Single‑line process map
Resin → Film → Slit → Draw → Weave → Coat/Laminate → Print → Cut/Gusset → Sew Bottom → Hem & Options → Inspect → Palletize → Ship.
Applications: Fit‑for‑Purpose Guidance
Use is never abstract; it is the interaction of product, machine, climate, and route. Below are patterns where Sewn Open Mouth PP Bags routinely outperform alternatives.
Animal feed and additives
Square bottoms and coated or laminated faces deliver fast fills and humidity defense; labels carry guaranteed analysis and directions without crowding.
Seeds and pulses
Neat pallets, predictable machinability, and strong seams suit beans, lentils, and grains that see rough handling in warehouses.
Fertilizers and soil amendments
Granular NPK and micronutrients require moisture management and sift control; correct coat weight and seam allowances resist caking and leakage.
Engineered minerals & DIY granules
Non‑dusting mineral granules, absorbents, wood pellets, and kindling run cleanly on impeller or auger packers and look good on shelf with scuff‑resistant laminations.
Helpful internal reference
For context on the base substrate used in many SOM formats, see woven polypropylene bags as a foundational platform.
Quality Through Advanced Technology: From Slogans to Shop‑Floor Wins
The phrase itself can be a cliché; the practice cannot. Below are technology levers that have moved the needle for Sewn Open Mouth PP Bags over the last cycle.
Vision‑guided seam inspection
High‑speed cameras paired with trained models spot skipped stitches, seam wandering, needle burn, and micro‑gaps near filler cords. The payoff: 100% coverage on critical SKUs without throttling output.
Inline GSM & denier SPC
Non‑contact scanners stabilize fabric mass; paired with draw‑ratio control, they collapse seam pull‑out variability and reduce over‑engineering.
Configurable micro‑perfs
Perf patterns are treated like recipes linked to SKU and packer type. Fewer ballooning micro‑stops mean smoother palletizer cadence and fewer downstream jams.
Label & ink durability cycles
Humidity/temperature cycling with dry and wet rub tests prevents regulatory text from becoming a smear in transit.
Pallet analytics
Compression and creep curves over 24–72 hours guide step‑back cadence, corner board spec, and hooding selection—small tweaks with outsized effects on safety and returns.
QR‑anchored traceability
Digital certificates bind fabric GSM, seam settings, and test data to lots; when claims arise, root‑cause moves from opinion to evidence.
Systems Thinking: Decompose Decisions, Recompose the Specification
The fastest way to get Sewn Open Mouth PP Bags right is to ask sharper questions. Not more questions—sharper ones. Then assemble the answers into one page everyone owns.
- Payload geometry & sifting risk: If the smallest particle approaches stitch pitch, tighten pitch, add filler cords, increase coat weight, or step to an inner liner.
- Moisture & climate exposure: Route humidity and rainfall probability drive coating/lamination and hooding choices. A bag cannot replace a roof.
- Line technology & de‑aeration: Match micro‑perf layout to packer type (impeller, auger, gravity). Validate on a short pilot before locking label positions and carton codes.
- Handling & stacking: Define maximum stack height; set step‑back cadence; choose corner boards; validate compression resistance at route‑equivalent time‑under‑load.
- Regulatory & branding: Identity, net quantity, directions, and batch/lot must survive scuffs and humidity; test legibility post‑conditioning.
- Sustainability & end‑of‑life: Favor mono‑PP and lighter color palettes; publish bale guidance; avoid mixed substrates that complicate sorting.
Integration checkpoint
Translate the answers into a living spec: fabric (denier/mesh/GSM), surface (coat/laminate + micro‑perfs), seam pitch/allowances, filler cords, liner, print/ink, labels/adhesives, ESD provisions, pallet pattern/hooding, and test gates. Then run lab → short line pilot → pallet pilot under realistic humidity and handling.
Technical Heuristics and Useful Math
Rules of thumb are not laws of physics, but they beat guesswork. Treat these as starting points and refine with your product data.
Filled mass estimate
Mass ≈ bulk density (kg/L) × bag volume (L). Coarse pellets (~0.60–0.75 t/m³): a 40 L sack carries ~24–30 kg. Low‑density materials hit volume limits first.
Airflow vs. micro‑perfs
More perf area accelerates de‑aeration but reduces barrier and print real estate. Start small, measure micro‑stops, and scale pragmatically.
Seam efficiency
Double‑chain lock with proper allowance and pitch cuts pull‑out and correlates with lower drop failures. Validate with seam peel/pull and track lot trends.
Color Tables: Materials, Specs, Tests, and Buyer Selectors
| Component | Typical options | Why it matters | Where it lives |
|---|---|---|---|
| Structural fabric | PP homopolymer or impact‑copolymer tapes; 700–1,500 D; 10×10–12×12 tapes/in | Tensile/tear strength; drop resistance | Woven body (tubular or flat) |
| Coating | Extruded PP/PE, 10–40 μm; optional micro‑perfs | Moisture/sift control; print base; de‑aeration tuning | One/both sides |
| Lamination | BOPP 15–25 μm (outer) | Premium graphics; humidity buffer | Exterior face |
| Liner | HDPE/LLDPE (plain/antistatic/conductive) | Moisture/odor barrier; ESD compliance | Inside the sack |
| Threads & cords | PP/PE or polyester thread; PP filler cords | Seam strength; sift‑proofing; easy‑open options | Seams and hems |
| Additives | UV, color, antistatic, slip, anti‑fibrillation | Outdoor life; safety; runnability; appearance | Dispersed in tapes/coatings |
| Attribute | Typical range | Notes |
|---|---|---|
| Fabric GSM | ~80–140 g/m² | Tune to payload mass and drop profile |
| Tape denier | ~700–1,500 D | Heavier for angular loads |
| Mesh density | 10×10–12×12 tapes/in | Balance strength and printability |
| Coating weight | ~10–40 μm | Higher for barrier; micro‑perfs for de‑aeration |
| Stitch pitch | ~6–12 stitches/in | Tighter pitch for fine‑particle products |
| Bottom seam | Double‑chain lock (typical) | Verify seam efficiency on your fabric |
| Test area | Representative practice | Purpose | Gate/observation |
|---|---|---|---|
| Tape/fabric tensile | Lab tensile on tapes/fabric; converter SOPs informed by ISO/ASTM families | Ensure base strength and elongation targets | Lot‑wise SPC pass/fail |
| Seam/bottom integrity | Seam peel/pull; bottom burst rigs | Prevent seam splits and bottom blowouts | Set by payload and drop risk |
| Drop (filled sack) | Vertical free‑fall to specified heights | Simulate handling shocks | No rupture; bounded sift |
| Compression/stack | Static compression over time‑under‑load | Confirm pallet stability and hooding | Creep/bulge within limits |
| Vibration | Random vibration profiles | Surface sift/label failures | No progressive leakage |
| UV weathering | Accelerated exposure matched to staging window | Limit embrittlement risk | Tensile retention after UV |
| Label/ink adhesion | Crosshatch; dry/wet rub | Maintain regulatory readability | No delamination; legible text |
Practical Q&A for Engineers, Buyers, and Operators
Can Sewn Open Mouth PP Bags replace valve sacks for powders?
Not universally. Where dust‑free filling and high barrier are mandatory, valve or heat‑seal platforms prevail. For granular or low‑dust products, SOM offers similar shelf and transport outcomes with simpler equipment.
What if the blend tends to sift?
Increase coating weight, tighten stitch pitch, specify filler cords, and pilot on vibration tables using the real product—not a surrogate. Inner liners can bridge extreme cases.
Are laminated SOM sacks recyclable?
Woven PP plus BOPP is mono‑polymer in many regional streams. Confirm local collection and publish bale guidance; lighter color palettes improve bale value.
How to stop bag ballooning?
Treat de‑aeration as a recipe: micro‑perf layout, coat weight, packer vents, and clamp timing. Ballooning signals trapped air—not a mysterious curse.
Tuning pallets for humid routes
Cross‑key layers, step back periodically, use corner boards, add hoods, and validate compression for route dwell times. Measure creep and bulge before scaling.
Where do high‑graphics faces fit?
BOPP‑laminated Sewn Open Mouth PP Bags deliver photo‑grade imagery and durable surfaces; see the base platform of laminated BOPP woven bags.
Implementation Blueprint: From Spec to Steady State
Documents don’t lift pallets; processes do. Convert the paper spec into measurable routines and let data—not habit—steer revisions.
- Draft a source‑of‑truth: format; fabric (denier/mesh/GSM); surface (coat/laminate + micro‑perfs); bottom style and paste pattern; seam pitch/allowances; cords/liners; print/ink; labels/adhesives; ESD provisions; pallet pattern; hooding rules.
- Validate in the lab: tape/fabric tensile; seam peel/pull; bottom burst; de‑aeration audit; coating/lamination adhesion; label peel/rub; UV weathering to expected staging windows.
- Pilot on the line (24–72 hours): record bagger throughput, micro‑stops, reject causes, dusting at fill, label wear, and pallet stability. Tune before bulk POs.
- Prove it on pallets: push full pallets through representative logistics; measure creep, bulge, sift, and read rates for mandatory text; iterate the pattern.
- Lock, train, monitor: publish visual SOPs; train on easy‑open features, hooding, and yard storage; monitor damage rate, line speed, returns, and bale purity.
- Evolve with suppliers: harmonize label positions and seam settings; share QC gates and data formats; audit top‑lift/compression/UV data periodically.
Keyword Map and Natural Long‑Tails
Primary keyword: Sewn Open Mouth PP Bags.
Related phrases used naturally throughout: PP woven open‑mouth sacks; sewn open‑top polypropylene bags; raffia sewn sacks; flat‑mouth sewn bags; moisture‑resistant polypropylene sacks; sift‑proof woven PP sacks; mono‑material PP packaging; open‑mouth woven polypropylene for granular goods.
1. Overview of Sewn Open Mouth PP Bags
Sewn open mouth bags are crafted from woven polypropylene, making them robust and versatile. Their design includes a wide opening at the top, allowing for easy filling, which is particularly beneficial in high-volume environments.
Key Features of Sewn Open Mouth Bags:
- Durability: Constructed from high-strength materials, these bags can withstand heavy loads and rough handling.
- Versatile Applications: Ideal for various products, including grains, animal feed, fertilizers, and construction materials.
- Customization: Available in different sizes, colors, and printing options to meet specific branding and operational needs.
2. Importance of Quality in Sewn Open Mouth Bags
Quality is paramount when it comes to packaging. Sewn open mouth bags must meet specific performance criteria to ensure that they protect the contents effectively and withstand the rigors of transport and storage. Here are some key quality aspects:
2.1 Structural Integrity
The bags must maintain their shape and strength even when filled to capacity. Any weakness in the seams or material can lead to failures, resulting in product loss.
2.2 Moisture Resistance
For many applications, moisture can be a significant threat. Ensuring that the bags provide adequate protection against humidity and moisture is crucial for maintaining product quality.
2.3 Aesthetic Appeal
In many industries, the appearance of the packaging plays a role in marketability. Consistent color and branding help to establish a strong brand identity.
3. The Production Process of Sewn Open Mouth Bags
To achieve the high-quality standards required for sewn open mouth bags, our production process is meticulously designed and implemented using advanced technology from Starlinger. Here’s a breakdown of the main production steps:
3.1 Extrusion
The process begins with the extrusion of polypropylene resin into film. This step is critical as the quality of the film will directly affect the final product.
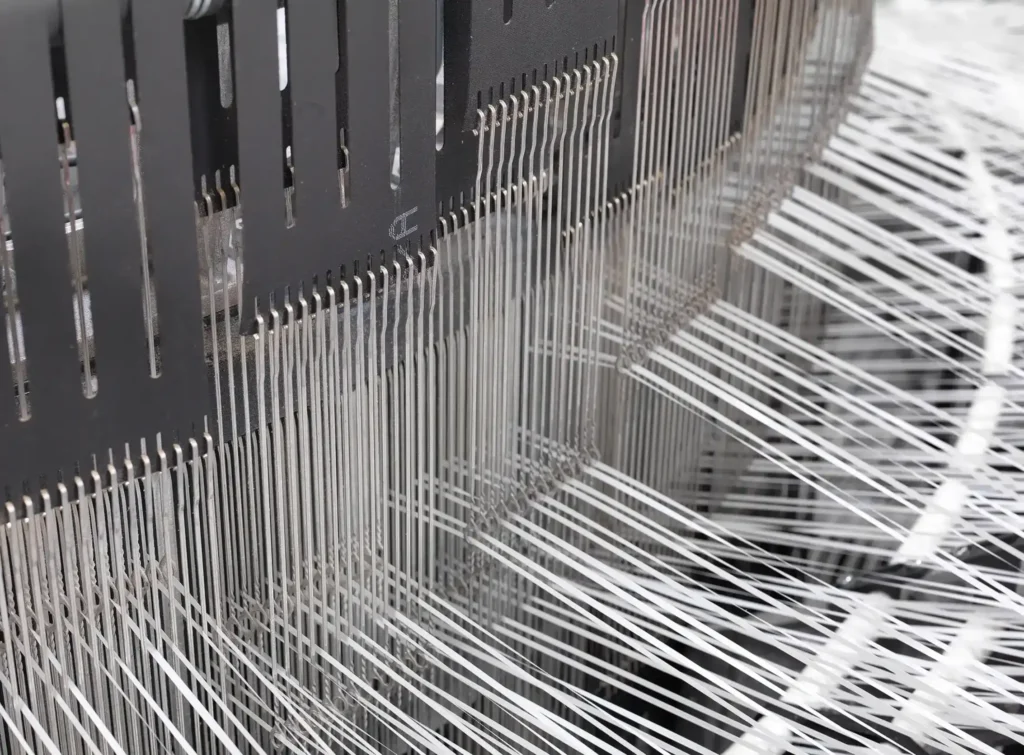
3.2 Circular Weaving
The extruded film is then woven into fabric using circular looms. This process creates a strong, durable material suitable for bag production. The use of advanced circular looms ensures uniformity and consistency in the fabric.
3.3 Printing
Once the fabric is woven, it may undergo printing. This step allows for branding and product information to be displayed on the bags. High-quality printing technology ensures that colors are vibrant and consistent.
3.4 Coating and Laminating
To enhance the properties of the bags, they may be coated or laminated. This provides additional moisture resistance and can also improve UV protection, making the bags suitable for outdoor storage.
3.5 Sewing and Finishing
Finally, the bags are cut to size and sewn closed at the bottom. This sewing process ensures that the bags are securely sealed and ready for filling.
4. Comprehensive Equipment from Starlinger
Our commitment to quality is underscored by our use of equipment from Starlinger, a leader in packaging technology. Each piece of equipment plays a vital role in ensuring that the production process meets the highest standards.
| Equipment | Function |
|---|---|
| Extrusion Lines | Produce high-quality polypropylene film with consistent thickness and properties. |
| Circular Looms | Weave the extruded film into strong, durable fabric for bag construction. |
| Printing Machines | Apply branding and product information with high precision and clarity. |
| Coating and Lamination Lines | Enhance the moisture and UV resistance of the bags for improved performance. |
| Sewing Machines | Securely stitch the bags closed, ensuring durability and structural integrity. |
5. Quality Assurance Measures
To ensure that our sewn open mouth sacks meet the highest standards, we implement stringent quality assurance measures throughout the production process. This includes:
5.1 Material Testing
Each batch of raw materials is tested for strength and consistency before use. This helps to ensure that only the highest quality materials are used in production.
5.2 Process Monitoring
Throughout the production process, continuous monitoring is conducted to identify any deviations from established quality standards. This proactive approach allows us to address issues before they affect the final product.
5.3 Final Product Inspection
Every batch of finished bags undergoes rigorous inspection to ensure they meet specified dimensions, weight, and quality criteria. This includes checking for any defects or inconsistencies.
6. Applications of Sewn Open Mouth Bags
Sewn open mouth bags are highly versatile and find applications in various industries, including:
| Industry | Application |
|---|---|
| Agriculture | Packaging grains, seeds, and animal feed. |
| Construction | Transporting cement, sand, and other building materials. |
| Food Industry | Storing and distributing dry food products such as flour and sugar. |
| Chemical Industry | Packaging fertilizers and other chemical products. |
7. The Advantages of Using Sewn Open Mouth Bags
Investing in high-quality open mouth bags brings numerous benefits:
| Advantage | Description |
|---|---|
| Cost-Effectiveness | Durable bags reduce the need for replacements and minimize product loss during transport. |
| Enhanced Efficiency | The easy filling design speeds up operations and reduces labor costs. |
| Improved Brand Visibility | Custom printing allows companies to enhance their brand image through effective packaging. |
| Environmental Responsibility | Many sewn open mouth bags are made from recyclable materials, contributing to sustainability efforts. |
8. Future Trends in Sewn Open Mouth Bags
As the industry evolves, several trends are shaping the future of sewn open mouth bags:
- Sustainability Initiatives: With increasing focus on environmental impact, manufacturers are exploring biodegradable and recyclable materials.
- Smart Packaging Solutions: The integration of smart technology for tracking and inventory management is becoming more prevalent, enhancing efficiency and transparency.
- Customizable Features: Demand for customization continues to rise, with companies seeking tailored solutions to meet specific needs and preferences.
9. Summary of Key Points
| Section | Key Insights |
|---|---|
| Overview of Sewn Open Mouth Bags | Introduction to the features and benefits of sewn open mouth bags. |
| Importance of Quality | Examination of critical quality aspects and their impact on performance. |
| Production Process | Detailed breakdown of the various stages in the production of sewn open mouth bags. |
| Starlinger Equipment | Overview of the high-quality equipment used to ensure superior product quality. |
| Quality Assurance Measures | Description of the rigorous testing and inspection processes in place. |
| Applications and Advantages | Insight into the versatile applications and benefits of using sewn open mouth bags. |
| Future Trends | Discussion of emerging trends shaping the future of sewn open mouth bags. |
By leveraging advanced technology and maintaining a steadfast commitment to quality, our company ensures that our SOM bags stand out in the marketplace. The seamless integration of quality assurance at every stage of production not only enhances product performance but also reinforces our position as a leader in the packaging industry. Through continuous innovation and a focus on sustainability, we strive to meet the evolving needs of our customers while delivering reliable, high-quality packaging solutions.