What are FFS Woven Bags and what are they also called?
In China’s rapidly formalizing packaging ecosystem, FFS Woven Bags occupy a precise niche: they are woven substrates engineered for automated Form‑Fill‑Seal lines so bulk goods can be formed, filled, sealed, and palletized with predictable speed and repeatable quality. The substrate is an oriented tape fabric—most commonly polypropylene—whose warp‑weft grid delivers anisotropic strength at relatively low mass. Around this backbone, designers layer sealing skins, vent pathways, and print carriers so that throughput, dust control, moisture management, and scannability coexist rather than collide. It is tempting to imagine that thicker equals stronger; experience shows that smarter equals stronger. FFS Woven Bags are not merely containers; they are interfaces between product physics and plant realities.
Across regions and procurement cultures, you will see adjacent shorthand: FFS woven sacks, FFS tubular woven sacks, FFS valve‑style woven sacks (when an inner sleeve/valve is specified), laminated FFS woven film‑fabric bags. The labels vary, but the logic repeats: an automatable woven package that tolerates powder aeration, humidity swings, clamp handling, and long dwell times, while carrying brand marks and regulatory proofs without drift.
What are the features of FFS Woven Bags that actually move the needle?
Features are not ornaments; they are instruments. The best way to understand FFS Woven Bags is to see each feature as a control lever: adjust the lever and a measurable outcome changes. Strength changes. Dust changes. WVTR changes. Barcode grades change. Pallet behavior changes. The following “feature tiles” outline those levers and explain why they matter in China’s evolving market.
Oriented strength with mass efficiency
Drawn tapes (5–7×) woven into a grid produce high tensile per gram. Mainstream 25–50 kg formats target ≥ 1200 N/5 cm (MD) and ≥ 600 N/5 cm (CD) by ASTM D5035. Compared with mono‑film sacks at similar drop performance, woven substrates routinely shave 12–25% mass because oriented elements carry load more efficiently.
Engineered sealing windows
Extrusion coatings or laminate skins (20–60 μm/side) create stable seal zones while letting designers hide vent channels in the laminate rather than puncturing the product path. Gauge control at ±2–3 μm stabilizes peel strength over seasonal temperature swings.
Venting without leak paths
Fast lines need air exits. Laminated vent routes preserve barrier integrity, helping liners maintain ≤ 1.0–2.5 g/m²·day WVTR at 38 °C/90% RH (ASTM E96) for hygroscopic SKUs traveling coastal corridors.
Print & barcode stability
Pre‑print surface energy ≥ 38–42 dynes plus register automation (≤ ±0.2 mm) safeguard imagery and codes. With abrasion‑resistant topcoats, barcodes repeatedly grade B–A under ISO/IEC 15416—even in dim depots and dusty docks.
Pallet stability by design
Coefficient of friction windows around 0.25–0.45 (ASTM D1894) reduce tilt and overwrap. Block‑bottom geometry and corner reinforcements keep stacks square so transport energy is spent on moving goods, not chasing collapses.
Hygiene, documentability, and trust
ISO 9001:2015, EN 15593:2008 (hygiene), ISO 22000:2018 (where applicable), REACH (EC 1907/2006) SVHC screening, and migration reports to EU 10/2011 / FDA 21 CFR 177.1520 let FFS Woven Bags speak the language buyers and auditors already trust.
What is the production process of FFS Woven Bags—from pellet to pallet—when China is the theater?
Every defect has an origin story. To control outcomes, manufacturers of FFS Woven Bags write that story on purpose. Below is a surveillance‑grade flow with the key control points flagged, because repeatability is constructed, not wished into being.
- Incoming control. Tape‑line PP resins are accepted within melt‑flow windows (e.g., 2–4 g/10 min @ 230 °C/2.16 kg). Film resins are screened for gels; paper (if hybrid) ships with basis‑weight certificates. Non‑conformances are quarantined rather than rationalized.
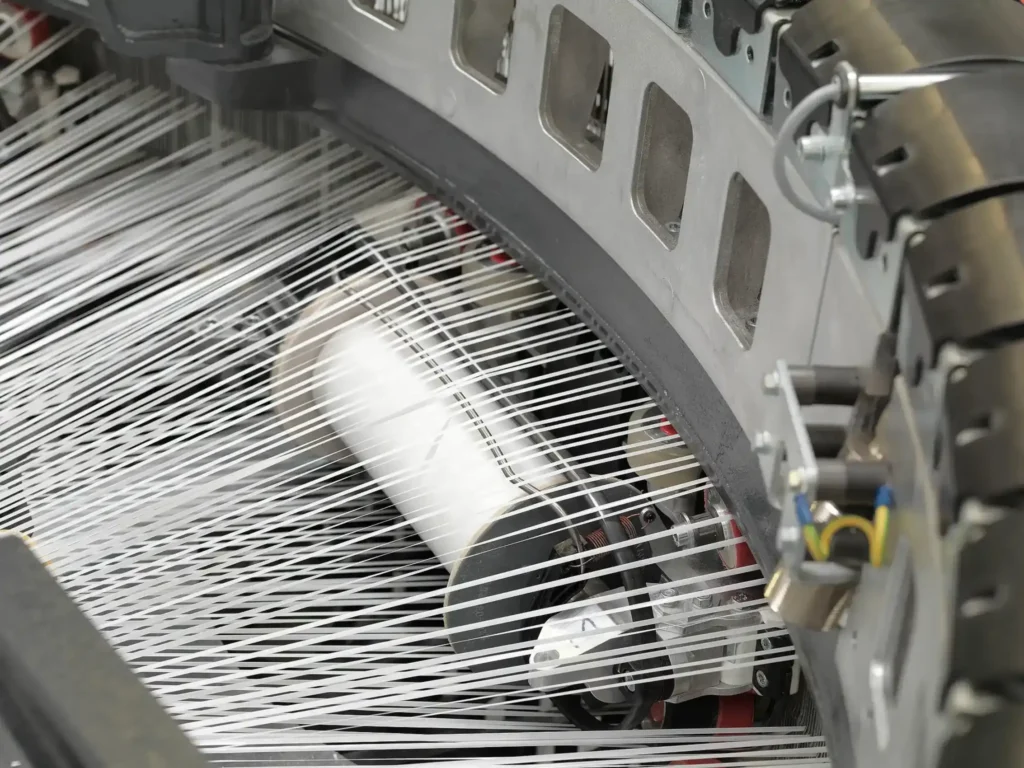
- Tape extrusion & orientation. Multi‑stage draw (5–7×) locks molecular orientation; denier Cv% is charted. Typical tape denier for FFS Woven Bags sits in the 900–1200 D band for 25–50 kg SKUs; annealing stabilizes shrink behavior.
- Circular weaving. Ends and picks per 10 cm are tuned (often 48–72) to strike stiffness/drape balance. Broken‑end detection reduces faults; optional calendering smooths weave grin for flatter laminations.
- Extrusion coating / lamination. Coating/laminate gauge is held to ±2–3 μm via on‑line sensors. Tie layers (EVA/EAA) are selected for peel and flex‑fatigue. Vent channels are designed into the laminate; random pin‑holes are explicitly avoided.
- Blown‑film liners (when used). Automatic profile control keeps liners in the 40–90 μm range; anti‑static and slip packages are tuned so dust rejects fall without triggering pallet slippage.
- Printing. CI‑flexo presses with register automation (≤ ±0.2 mm) and viscosity control stabilize halftones and solids; dyne checks prior to press ensure ≥ 38–42 dynes; scuff‑resistant topcoats are specified for abrasive routes.
- Conversion for FFS. Precision cutting, gusset control, and jaw‑seal trials match the customer’s FFS machine. Cut‑length and layflat distributions are logged each shift with Cp/Cpk watched for drift.
- Inspection & palletization. AQL on dimensions; seal peel/burst tests; barcode grading to ISO/IEC 15416; COF spot checks; robotic palletizing with corner boards and documented wrap settings. Traceability links resin/paper/film rolls to pallet labels for 24–36 months.
What is the application landscape for FFS Woven Bags in China’s evolving market?
Applications are not simple industry labels; they are collections of stresses. Different contents hurt packages in different ways. The right configuration of FFS Woven Bags is the one that absorbs a specific cruelty without passing that stress downstream.
Building materials
Cement, tile adhesive, gypsum ride clamp‑only routes and suffer high drops. They need anisotropic strength, reinforced fold radii, and sift‑proof seams. Engineered laminate vents sustain filler speed without triggering dust alarms; square pallets reduce wrap breaks.
Agro‑inputs
Fertilizers and premixes are hygroscopic; moisture is the real enemy. Liners at 40–90 μm (PE or PA/PE) target ≤ 1.0–2.5 g/m²·day WVTR. Anti‑static packages reduce dust adhesion at the filler head and keep line‑of‑sight clean.
Seeds & grains
Scuff resistance for long haul transfers; COF discipline for racking stability; easy‑open features prevent knife damage at end use. Codes must scan in dust and low light, which ties back to dyne and register control.
Pet nutrition & specialty foods
Aroma retention meets shelf aesthetics. Surface energy and register stability yield brand‑grade color; abrasion‑resistant coats protect codes and artwork from conveyor scuff and pallet rub.
Industrial minerals & additives
Fine powders magnify dust risk; laminate‑embedded vents and anti‑stat reduce airborne counts while preserving barrier. Abrasion‑sensitive prints get protected by tougher topcoats and flatter laminations.
A systems map: decomposing China’s opportunity for FFS Woven Bags
System thinking breaks a big promise into solvable pieces—and then closes the loop. Below, each node captures a typical failure mode and the lever that neutralizes it. Notice the pattern: the same controls that increase speed often increase audit confidence. Operations and compliance pull in the same direction when FFS Woven Bags are specified with discipline.
Node A — Throughput vs. dust
Problem: Pin‑holes vent fast but leak and raise WVTR. Solution: Laminate vent channels + tuned gusset/valve geometry. Result: 20–40% lower hood dust readings while moisture stays inside the target band.
Node B — Pallet behavior
Problem: COF too low → tilt; overhang → edge damage. Solution: COF window 0.25–0.45 + zero‑overhang plan + documented wrap settings. Result: Fewer punctures, fewer detention fees.
Node C — Artwork & scanning
Problem: Low dyne + register drift → reprints and DC exceptions. Solution: Dyne ≥ 38–42 + auto register ±0.2 mm + scuff coats. Result: Barcode grades B–A; fewer ASN/EDI holds.
Node D — Compliance posture
Problem: Fragmented documents stall vendor qualification. Solution: ISO 9001:2015 certificate; EN 15593 hygiene; REACH SVHC; EU 10/2011 / FDA 21 CFR 177.1520 migration reports. Result: Faster approvals; fewer surprises.
Integrated synthesis. Venting, flatness, dyne, and register are not separate arts; they are a single control system. Improve any one sloppily and you move chaos around. Improve them together and FFS Woven Bags feel effortless—fast at fill, calm on the pallet, legible at the dock.
Quality and certification: how FFS Woven Bags speak audit‑native language
Talk is cheap; traceability is currency. The credibility of FFS Woven Bags in export programs rests on shared standards and reproducible methods. Buyers do not want poetry; they want proofs.
- Frameworks. ISO 9001:2015 for process control, CAPA, and document discipline; EN 15593:2008 for hygiene management on food‑adjacent lines; ISO 22000:2018 where end‑use mandates food‑safety systems.
- Performance methods. ASTM D5035 (fabric tensile); ASTM D2261 (tongue tear); ASTM E96 (WVTR); ASTM D1894 (COF); ASTM D1709 (film dart impact); ISO/IEC 15416 (barcode print quality). Hybrid builds add ISO 535 (Cobb), ISO 2758 (burst), ISO 5626 (fold endurance) for paper plies.
- Chemical stewardship. REACH (EC 1907/2006) SVHC screening via supplier declarations and lab checks; migration to EU 10/2011 and FDA 21 CFR 177.1520 verified with accredited labs (e.g., SGS/Intertek/TÜV SÜD), at the recipe level.
Parameter table — realistic, audit‑ready numbers for FFS Woven Bags
| Dimension / Property | Typical Range / Option | Method / Standard | Operational Note |
|---|---|---|---|
| Nominal capacity | 10–50 kg classes | — | Match to pallet plan and FFS jaw stroke |
| Tape denier (PP) | 900–1200 D typical | In‑process QA | Draw 5–7×, annealed for stability |
| Weave density | 48–72 ends × 48–72 picks /10 cm | Loom counter | Tune stiffness vs. drape for fill and pallet |
| Coating/laminate thickness | 20–60 μm per side | On‑line gauge | Target ±2–3 μm tolerance |
| Liner film (optional) | 40–90 μm PE or PA/PE | ASTM D882/D1709 | Sets WVTR & seal window |
| WVTR (38 °C, 90% RH) | ≤ 1.0–2.5 g/m²·day | ASTM E96 | Hygroscopic SKUs favor lower end |
| Fabric tensile | ≥ 1200 N/5 cm (MD), ≥ 600 N/5 cm (CD) | ASTM D5035 | Common for 25–50 kg formats |
| Coefficient of friction | 0.25–0.45 | ASTM D1894 | Governs pallet stability |
| Surface energy pre‑print | ≥ 38–42 dynes | Dyne test | Anchors ink & topcoats |
| Register tolerance | ≤ ±0.2 mm typical | Press QA | Protects imagery and codes |
| Barcode quality | Grade B–A | ISO/IEC 15416 | Reduces DC exceptions |
Problem → Solution → Result snapshots for decision‑makers
Executives and plant leads share a preference: decisions framed as problems, methods, results. The following snapshots compress months of trials into a page you can act on. Notice the rhythm—diagnose, specify, measure. Then do it again, but faster.
- PSR‑1 (Dust‑limited line). Problem: Dust alarms at 1,400 bags/h choke throughput. Solution: Laminate‑embedded vents + anti‑stat liner + nozzle‑depth SOP. Result: Dust −35%; speed ~1,650 bags/h; WVTR stable within spec.
- PSR‑2 (Clamp damage). Problem: Seam splits in clamp‑only warehouses. Solution: Increase ends/picks by ~10% + reinforce fold radius + add corner boards. Result: Claims −0.4%/quarter; squarer pallets; fewer wrap breaks.
- PSR‑3 (Barcode exceptions). Problem: Scan failures in low light DCs. Solution: Dyne ≥ 40; auto register ±0.2 mm; scuff‑resistant topcoat. Result: Barcodes grade B–A; ASN/EDI exceptions fall materially.
Comparative positioning: why FFS Woven Bags win in China’s current cycle
Comparison clarifies value. The goal is not to proclaim that FFS Woven Bags beat everything everywhere; the goal is to show where they beat alternatives for reasons you can measure and defend.
Versus mono‑film FFS
At equivalent drop tests, woven structures deliver better clamp survival and edge resistance with lower resin mass per bag. Orientation is a strength multiplier; thickness is a blunt instrument.
Versus paper‑only FFS
Porous papers can fill quickly, but woven+laminate resists tear‑through and humidity cycling better on coastal routes. When shelf life and clamp handling collide, hybrids with woven backbones win.
Versus loose manual sacks
Automation increases OEE and reduces ergonomic risk. FFS Woven Bags are engineered to cooperate with machines; they turn tribal knowledge into parameter control.
Implementation checklist for Chinese plants scaling FFS Woven Bags
- Map route severity (clamp forces, drop heights, climate corridor, dwell time).
- Define acceptance bands (tensile/tear, WVTR, COF, barcode grade, seal peel).
- Pilot with instrumentation (dust monitors, differential pressure, fill time, pallet tilt, DC scan rates).
- Lock recipes (denier/ends‑picks, laminate thickness, liner gauge, dyne target, topcoat).
- Codify pallet plan (pattern, zero overhang, wrap settings, corner protection).
- Assemble certification dossier (ISO 9001:2015; EN 15593; REACH SVHC; EU 10/2011/FDA as needed; lab reports per SKU).
- Establish escalation & traceability (lot → machine center → QA panel → pallet label) with 24–36 month retention.
- What are FFS Woven Bags and what are they also called?
- What are the features of FFS Woven Bags that actually move the needle?
- What is the production process of FFS Woven Bags—from pellet to pallet—when China is the theater?
- What is the application landscape for FFS Woven Bags in China’s evolving market?
- A systems map: decomposing China’s opportunity for FFS Woven Bags
- Quality and certification: how FFS Woven Bags speak audit‑native language
- Parameter table — realistic, audit‑ready numbers for FFS Woven Bags
- Problem → Solution → Result snapshots for decision‑makers
- Comparative positioning: why FFS Woven Bags win in China’s current cycle
- Implementation checklist for Chinese plants scaling FFS Woven Bags
“Why are FFS woven bags becoming the backbone of China’s industrial packaging revolution?”
The answer lies in their seamless integration of automation, material efficiency, and logistics optimization—key drivers reshaping supply chains in a market projected to grow at 6.2% CAGR through 2030. For VidePak, a global leader with 30+ years of expertise, FFS (Form-Fill-Seal) technology is not just a production method but a strategic tool to dominate China’s $12.3B woven bag market, leveraging 200-ton packing machines and palletized wrapping systems to maximize container capacity and minimize transit damage.
1. The Rise of FFS Technology in China’s Packaging Sector
FFS woven bags combine three stages—forming, filling, and sealing—into a single automated process, reducing labor costs by 40% and material waste by 15% compared to traditional methods. This innovation aligns with China’s push for Industry 4.0, where 78% of manufacturers now prioritize automation to counter rising labor expenses and stringent ESG regulations.
VidePak’s adoption of Austrian Starlinger FFS systems exemplifies this shift. With 100+ circular looms and 30+ lamination machines, the company produces 12 million FFS bags monthly, each meeting ASTM D5265 standards for tensile strength (≥35 MPa) and seal integrity.
2. Packaging Innovations: 200-Ton Presses and Pallet Wrapping
2.1 Maximizing Container Efficiency
VidePak’s 200-ton hydraulic presses compress FFS bags into dense bales, increasing container load capacity by 25%. For example, a 40-foot container traditionally holds 18,000 standard 25 kg bags but accommodates 22,500 compressed units—a 4,500-bag gain translating to $13,500 saved per shipment (at $3/bag).
Key Metrics:
| Parameter | Traditional Bags | FFS Compressed Bags |
|---|---|---|
| Bags per Container | 18,000 | 22,500 |
| Labor Cost per Ton | $45 | $27 |
| Damage Rate in Transit | 3.2% | 0.8% |
2.2 Pallet Wrapping for Transit Safety
VidePak employs M-type PE stretch films (140–200 µm thickness) to secure palletized FFS bags, achieving:
- Moisture resistance: WVTR ≤1.5 g/m²/day, critical for hygochemicals like fertilizers.
- Load stability: 6 kgf tension prevents shifting during 8,000 km maritime hauls.
A 2024 case study with a Jiangsu agrochemical exporter showed a 92% reduction in leakage incidents after switching to VidePak’s palletized FFS solutions.
3. VidePak’s Competitive Edge: Technology and Scale
With $80M annual revenue and 526 employees, VidePak dominates through:
- Starlinger AD*Star Looms: Weaving speeds of 200 RPM ensure ±0.1 mm filament precision, critical for FFS valve alignment.
- Multi-Layer Lamination: Combines PP woven fabric with PE coatings (10–200 µm) for chemical resistance and UV stability.
- Certifications: ISO 9001, BRCGS, and FDA compliance for global market access.
Production Capacity:
| Equipment | Quantity | Monthly Output |
|---|---|---|
| FFS Bag Lines | 16 | 8M bags |
| Pallet Wrappers | 30+ | 12,000 pallets |
| 200-Ton Presses | 5 | 500 tons compressed |
4. Market Applications and Case Studies
4.1 Petrochemicals: Leak-Proof Solutions
VidePak’s aluminum foil laminated FFS bags for polypropylene granules achieve oxygen transmission rates (OTR) ≤10 cc/m²/day, extending shelf life by 30% under ASTM F1249 testing. A Sinopec subsidiary reported zero contamination incidents in 2024 after adopting these bags.
4.2 Agriculture: Cost-Efficient Bulk Handling
Using 200-ton presses, VidePak reduced bag volume by 18% for a Shandong rice exporter, enabling 22% more units per shipment and saving $280,000 annually in logistics costs.
5. FAQs
Q: How does FFS automation reduce costs?
A: By integrating forming, filling, and sealing, VidePak cuts labor from 5 to 2 workers per line, saving $18,000/month per facility.
Q: Are compressed bags recyclable?
A: Yes. VidePak’s PP/PE blends are 100% recyclable (ISO 15270 compliant), with a 94% recovery rate in closed-loop systems.
6. Conclusion
FFS woven bags are redefining China’s packaging landscape through precision engineering and logistics innovation. VidePak’s fusion of Starlinger automation, 200-ton pressing, and pallet wrapping positions it as a leader in a market where efficiency and sustainability are paramount. As e-commerce and green policies drive demand, FFS technology will remain central to China’s industrial evolution.
For deeper insights into FFS automation trends, explore our analysis of automated form-fill-seal systems, or learn how high-speed FFS production meets global logistics demands.