What are FIBC Bulk Bags in Food Packaging and what are they also called?
FIBC Bulk Bags in Food Packaging are engineered, large-format flexible containers that transport and protect food ingredients at scale—typically from 250 kg to 2,000 kg per unit—while meeting hygiene, traceability, and safety requirements across complex supply chains. They are built on high‑tenacity polypropylene (PP) tapes woven into a fabric shell, then configured with lifting loops, filling and discharge spouts, food‑contact liners, electrostatic controls, and pallet‑stability features. In specifications and tenders they also appear as food‑grade FIBCs, super sacks for food, hygienic FIBCs, big bags for food ingredients, and bulk ingredient totes. The aliases vary by geometry (baffled vs. standard, U‑panel vs. circular), by electrostatic class (Type A/B/C/D), and by barrier approach (loose liner, tabbed liner, glued liner, or integrated co‑ex sleeves). The intent does not change: move a lot of food safely, cleanly, and repeatably.
What are the features of FIBC Bulk Bags in Food Packaging?
Below is a systems decomposition of the features that matter on the food route. Each feature is explored through three lenses—data reinforcement, case analysis, and comparative study—so engineering choices can be defended in audits and in operations.
Feature 1 — Load Path Discipline
Problem. Strength chased by thickness bloats resin mass and still fails at seams and corners.
Method. Use woven PP fabrics (≈ 140–220 g/m²) cut and sewn into U‑panel or circular shells; validate Safe Working Load (SWL) of 500–2,000 kg at 5:1 (single‑trip) or 6:1 (multi‑trip) per ISO 21898. Reinforce panel‑to‑loop interfaces with bar‑tacks and safety stitches to redirect stress.
Result. Predictable survival under top‑lift, cyclic handling, and stacked storage with lower polymer per delivered kilogram.
Data reinforcement. Export programs commonly log SWL 1,000–1,500 kg at 5:1, fabric 160–200 g/m², and loop break strengths >1,200 daN/leg.
Comparative study. Versus many small sacks (25–50 kg), FIBCs reduce touch‑labor and changeovers and concentrate QA onto fewer but better‑documented units.
Feature 2 — Hygiene by Construction
Method. Food‑grade sewing cells with lint‑free garments, positive pressure, filtered air, needle/metal detection, food‑grade lubricants, and documented cleaning. Heat‑treat or air‑wash finished bags to shed loose fibers; segregate allergen streams by color‑coded tooling and SOPs.
Outcome. Lower foreign‑body risk, fewer holds at intake, and faster vendor approvals.
Case analysis. Facilities adopting BRCGS Packaging alignment report fewer non‑conformities tied to lint and stray metal.
Feature 3 — Barrier with Deaeration
Method. Size food‑contact liners (PE 60–120 μm; PA/PE or EVOH co‑ex where OTR matters) to geometry; heat‑seal liner to spouts; use micro‑embossing or vent‑tape designs that allow air escape at fill without punching moisture leak paths.
Target windows. WVTR ≤ 1.0–2.5 g/m²·day @ 38 °C/90% RH for hygroscopic goods; OTR controlled for lipid‑rich blends.
Comparative study. Compared to loose sacks inside cartons, integrated liners reduce handling steps and keep the product path simpler to audit.
Feature 4 — Electrostatic Classes
Choose Type A/B/C/D per IEC 61340‑4‑4 and plant risk assessment. Type C requires grounding; Type D uses static‑dissipative yarns. Selection governs ignition risk in dust clouds from starches, sugars, and milk powders.
Outcome. Fewer nuisance trips and near‑misses; insurer conditions are easier to satisfy.
Feature 5 — Pallet Stability
Stability is a product of friction, geometry, and discipline. Use baffles for cube efficiency, match base to pallet (e.g., 90 × 90 cm), enforce zero‑overhang, and document wrap settings by route severity. COF‑tuned slip sheets reduce tilt and film waste.
Feature 6 — Paperwork that Travels
Readable codes, correct certificates, and complete dossiers move product across borders. Align with ISO 9001, ISO 22000/FSSC 22000 (where applicable), BRCGS Packaging, ISO 21898, IEC 61340‑4‑4, EU 10/2011, and FDA 21 CFR 177.1520.
What is the production process of FIBC Bulk Bags in Food Packaging?
The process connects polymer science, sewing ergonomics, and quality governance into a single traceable chain. Each stage includes the metrics that keep variance low.
Incoming qualification. PP resin melt‑flow 2–4 g/10 min (230 °C/2.16 kg); UV masterbatch declarations (e.g., 200–1,500 h stabilization). Film gauges are checked on‑line (±3–5 μm). Webbing and thread tenacity certificates collected. Non‑conforming lots quarantined with unique IDs.
Tape extrusion & orientation. Films slit and drawn 5–7×. Denier Cv% tracked with SPC; annealing stabilizes shrink so lamination and printing remain flat and predictable.
Circular weaving. Fabrics woven at ≈ 12×12 to 14×14 picks/inch (≈ 48–56/10 cm) or higher for heavy duty. Broken‑end alarms prevent weak stripes that would undermine top‑lift strength.
Cutting, printing & spout fabrication. Hot‑knife cutting minimizes fray; labels or BOPP placards printed with food‑safe inks; spouts fabricated with dust‑proof tapes and filler cord for powder systems.
Sewing & reinforcement. Safety‑stitch + chain‑stitch programs; bar‑tacks at loop roots; cross‑corner or corner loops selected for handling geometry; baffles installed when cubic stability is required.
Liner insertion and fixation. Loose/tabbed/glued liners inserted; heat‑seal to spouts; leak‑down and vacuum checks verify integrity; PA/PE or EVOH co‑ex chosen when OTR budgets are strict.
Clean‑down & metal detection. Air‑wash booths remove loose fibers; metal/needle detection screens units; visual AQLs check cleanliness and stitch quality.
Performance testing & certification pack‑out. ISO 21898 top‑lift/cyclic; stack simulation; ESD classification per IEC 61340‑4‑4; migration reports assembled; batch traceability mapped Lot → Panel → Unit.
Palletization & dispatch. Zero‑overhang patterns; corner boards; wrapped to documented pre‑stretch settings; pallet labels embed trace links for 24–36 month retention.
What is the application of FIBC Bulk Bags in Food Packaging?
Dry staples (rice, pulses, grains)
Need. Moisture moderation and cubic stability for long inland hauls.
Approach. Baffled shells at 1,000–1,250 kg SWL; PE liners 70–90 μm; COF‑tuned slip sheets; block‑pile plans.
Outcome. Squarer stacks, fewer clumping complaints, and reduced rework at mills.
Milled ingredients (flour, starches)
Need. Deaeration at fill without barrier compromise; ESD governance.
Approach. Vent‑tape liners; Type C or Type D bags; grounded frames; documented ESD checks.
Outcome. Faster fills, fewer dust alarms, and steady density at discharge.
Sugars & salts
Need. Abrasion resistance and moisture control; clean dispensing.
Approach. Coated outers (≈ 20–35 g/m²); liners at ≤ 1.5 g/m²·day WVTR; spout‑in‑spout designs.
Outcome. Cleaner decant and better shelf appearance downstream.
Dairy powders & nutrition blends
Need. Oxygen moderation and strict hygiene.
Approach. PA/PE or EVOH liners; white‑room sewing; unit‑level metal detection.
Outcome. Longer potency windows and smoother audits.
Dehydrated vegetables, spices, cocoa
Need. Aroma retention and light protection.
Approach. Opaque liners; low‑migration label systems; OTR limits verified; baffled geometry for cube efficiency.
Outcome. Preserved sensory quality and fewer aroma‑fade losses.
Data reinforcement • Case analysis • Comparative study
Data reinforcement. Public export listings and lab panels for food‑grade FIBCs consistently report 5:1 or 6:1 safety factors (ISO 21898), SWL 1,000–1,500 kg, fabric 160–200 g/m², loop strengths above 1,200 daN, liners 70–100 μm PE with optional PA/PE or EVOH for OTR control, and Type C/D electrostatic builds governed by IEC 61340‑4‑4. These bands are realistic and buyer‑auditable.
Case analysis — Dust‑limited flour fills. A North‑China mill running at 20 t/h faced nuisance hood alarms. Moving from plain liners to vent‑tape liners inside FIBC Bulk Bags in Food Packaging cut airborne dust ≈ 40% and improved average fill time ≈ 12%, while WVTR stayed within a 1.2 g/m²·day target.
Case analysis — Pallet tilt in humid depots. A sugar shipper specified baffled bags with COF‑tuned slip sheets and a zero‑overhang plan; tilt incidents dropped materially and wrap usage fell by two layers per pallet.
Comparative study. Versus 25–50 kg sacks: fewer manual touches and consolidated QA; versus rigid IBCs: better cube utilization and lower backhaul costs; versus non‑food FIBCs: higher hygiene/ESD documentation raises cost modestly but unlocks premiums and reduces audit friction.
Specifications — typical, buyer‑auditable
| Dimension / Property | Typical Range / Option | Method / Standard | Why it matters |
|---|---|---|---|
| Safe Working Load (SWL) | 500–2,000 kg | ISO 21898 top‑lift/cyclic | Matches density & handling gear |
| Safety factor | 5:1 single‑trip; 6:1 multi‑trip | ISO 21898 | Defines design class & reuse |
| Fabric weight | 140–220 g/m² | GSM check | Balances strength vs. weight |
| Base size | 85–100 cm square | Tape measure | Pallet fit & stack stability |
| Height | 90–180 cm | Tape measure | Volume tuned to headroom |
| Lifting loops | Corner / cross‑corner, 25–50 cm | Loop break test | Safe crane/fork interface |
| Liner type | PE 60–120 μm; PA/PE; EVOH co‑ex | ASTM D882 + OTR/WVTR | Moisture/oxygen budgets |
| ESD class | Type A/B/C/D | IEC 61340‑4‑4 | Dust ignition risk control |
| Cleanliness | Visual AQL + metal detection | BRCGS/ISO 22000 PRPs | Foreign‑body prevention |
| Traceability | Lot → panel → unit label | Internal SOP | Rapid containment & recall |
Standards and certifications — the paperwork that makes the product real
- ISO 21898 — performance tests for FIBCs (top‑lift, cyclic, stacking, topple).
- IEC 61340‑4‑4 — electrostatic testing and classification (Types A–D).
- ISO 9001:2015 — QMS; CAPA and document control discipline.
- ISO 22000:2018 / FSSC 22000 — HACCP and PRPs for food‑safety management where required.
- BRCGS Packaging Materials Issue 6 — hygiene and foreign‑body control alignment.
- EU 10/2011; FDA 21 CFR 177.1520 — food‑contact polymer declarations and migration testing by SKU.
- ISO 14001:2015 — environmental management for plant governance.
Problem → Solution → Result snapshots
PSR‑1 — Barcode & batch trace friction
Problem. Hand‑applied labels on sacks created scan errors.
Solution. Consolidate to FIBC Bulk Bags in Food Packaging with high‑contrast placards and redundant QR/linear codes; verify scuff durability.
Result. >98% first‑scan rates; fewer ASN/EDI exceptions; quicker reconciliation.
PSR‑2 — Hygroscopic caking at coast
Problem. Rice flour arrived clumped post‑monsoon.
Solution. Upgrade from 60 μm PE to 90 μm PA/PE; heat‑seal liner to spout; verify WVTR/OTR; add baffles.
Result. Caking claims fell; discharge flow improved; pallet damage dropped.
PSR‑3 — ESD near‑miss in starch
Problem. Audible snaps, nuisance trip.
Solution. Move from Type B to grounded Type C; add ground checks; verify per IEC 61340‑4‑4.
Result. No repeat events; steady 18–22 t/h; insurer conditions cleared.
Supplier evaluation checklist — turn this into your RFQ annex
- Equipment & control. Loom analytics, needle control, metal detection, on‑line film gauge (±3–5 μm), documented ESD rigs.
- Certificate stack. ISO 9001:2015; ISO 22000/FSSC 22000 (as required); BRCGS Packaging alignment; ISO 14001:2015; EU 10/2011 & FDA 21 CFR 177.1520 dossiers.
- Test discipline. ISO 21898 (top‑lift/cyclic/stack), IEC 61340‑4‑4 (ESD), OTR/WVTR panels, AQL for cleanliness, loop and seam strength panels.
- Hygiene program. Hair/beard restraints, lint‑free garments, positive pressure, cleaning logs, allergen zoning, lubricant controls.
- Pallet plan. Zero‑overhang patterns, corner boards, wrap pre‑stretch by route, baffled options for cube‑critical lanes.
- Traceability & escalation. Lot → panel → unit label; 24–36 month retention; defined containment timelines.
Integrated synthesis — from volume to value
FIBC Bulk Bags in Food Packaging succeed when they are treated as a governed system: oriented tapes carry the load with less mass; liners hold moisture and oxygen budgets while enabling clean filling; ESD classes tame ignition risk; hygiene disciplines prevent foreign‑body scares; pallet plans keep stacks square and film usage modest. Engineering, documentation, and discipline converge into one repeatable outcome: product that arrives as promised—clean, potent, and ready to run.
Explore construction options, geometry, and liner strategies tailored to your ingredient profile here: FIBC Bulk Bags in Food Packaging.

- What are FIBC Bulk Bags in Food Packaging and what are they also called?
- What are the features of FIBC Bulk Bags in Food Packaging?
- What is the production process of FIBC Bulk Bags in Food Packaging?
- What is the application of FIBC Bulk Bags in Food Packaging?
- Data reinforcement • Case analysis • Comparative study
- Specifications — typical, buyer‑auditable
- Standards and certifications — the paperwork that makes the product real
- Problem → Solution → Result snapshots
- Supplier evaluation checklist — turn this into your RFQ annex
- Integrated synthesis — from volume to value
- H2: Key International Standards and PP Grade Selection
- H2: Additive Engineering for Food Safety and Durability
- H2: VidePak’s Competitive Edge in Global Supply Chains
- H2: Market Trends and Strategic Insights
“Why are FIBC bulk bags revolutionizing the way we handle food commodities like grains, coffee, and starch?” asked Ray, CEO of VidePak, during a recent industry panel. The answer lies in their ability to balance regulatory compliance, material durability, and cost-efficiency while meeting diverse international standards for food safety. This report dissects how VidePak’s FIBC (Flexible Intermediate Bulk Container) solutions achieve this balance through strategic polypropylene (PP) resin selection, additive engineering, and adherence to global certifications.
H2: Key International Standards and PP Grade Selection
H3: Regulatory Frameworks Across Markets
FIBC bags for food packaging must comply with region-specific standards:
- EU: The EU Food Contact Materials Regulation (EC 1935/2004) mandates PP resins with migration limits <10 mg/dm² for heavy metals.
- USA: FDA 21 CFR 177.1520 requires food-grade PP with a melt flow index (MFI) of 2–4 g/10 min to ensure structural integrity during filling and transport.
- Japan: The Japan Food Sanitation Act enforces anti-static additives for flammable powders like starch, with resistivity <10^12 Ω·cm.
- China: GB 9685-2016 specifies UV stabilizers (e.g., Tinuvin 326) for outdoor storage, reducing tensile strength loss to <15% after 500 hours of UV exposure.
H3: PP Resin Grades and Their Properties
VidePak uses Homo-polymer PP (e.g., Borealis HD601CF) for its high crystallinity (70–80%), ensuring:
- Tensile Strength: 80–120 N/cm², critical for 1–2 ton loads.
- Thermal Stability: Heat deflection temperature of 100°C, suitable for steam sterilization (common in EU food processing).
Case Study: A Vietnamese coffee exporter reduced bag failures by 30% after switching to VidePak’s FDA-compliant PP, which maintained aroma integrity during 45-day sea transit.
H2: Additive Engineering for Food Safety and Durability
H3: Anti-Oxidants and UV Stabilizers
- Irganox 1010: Extends shelf life by inhibiting oxidative degradation, crucial for fatty foods like nuts (per ISO 188).
- UV Stabilizers: Chimassorb 944 reduces UV-induced brittleness, achieving >85% elongation retention after 1,000 hours of sunlight exposure.
H3: Anti-Static and Barrier Additives
- Carbon Black Masterbatch: Lowers surface resistivity to 10^6–10^8 Ω·cm, preventing dust explosions in flour and starch packaging.
- PE Liners: Co-extruded liners with 0.03 mm thickness block moisture ingress (<0.5% permeability), preserving seed germination rates.
Product Parameter Table:
| Application | PP Grade | Key Additives | Compliance |
|---|---|---|---|
| Coffee Beans | HD601CF | PE liner, UV stabilizers | FDA, EU |
| Starch | HJ730AE | Carbon black, anti-static | GB 9685 |
| Seeds | RP346R | Breathable film, antioxidants | ISO 22000 |
H2: VidePak’s Competitive Edge in Global Supply Chains
H3: Production Scalability and Customization
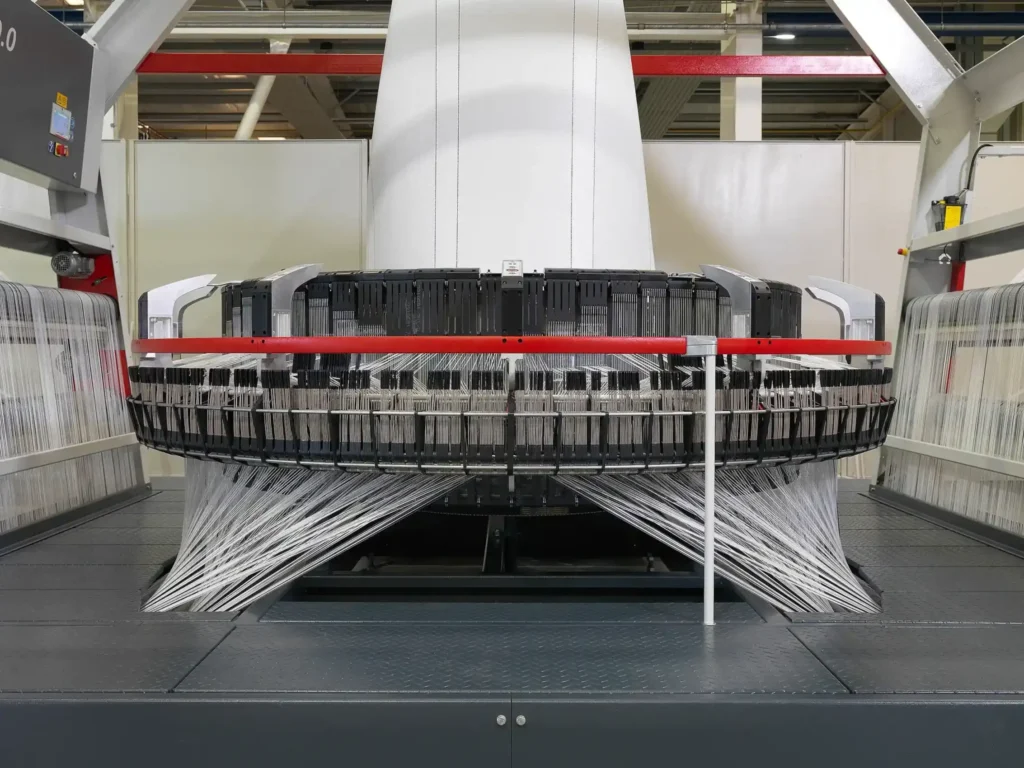
With 100+ Starlinger circular looms and 30 lamination machines, VidePak delivers:
- Custom Printing: 8-color gravure printing for multilingual labels (e.g., REACH/CLP compliance in Europe).
- Rapid Turnaround: 10–14 days for orders up to 10M units, leveraging 16 extrusion lines for ultra-thin films (0.08–0.12 mm).
H3: Sustainability Alignment
- Recycled PP: 30% post-consumer recycled content, meeting EU’s 2030 Circular Economy targets.
- Solar-Powered Production: 2MW rooftop panels reduce CO₂ emissions by 1,200 tons/year.
FAQs:
Q: How do I choose between coated and uncoated FIBC bags?
A: Coated bags (PE/BOPP) suit humid climates; uncoated are ideal for dry, breathable storage of seeds.
Q: Can FIBC bags withstand freezing temperatures?
A: Yes, VidePak’s cold-chain PP (MFI 3.5 g/10 min) retains flexibility at -30°C, tested per ASTM D746.
H2: Market Trends and Strategic Insights
H3: Smart Packaging Integration
VidePak pilots NFC-enabled bags with real-time humidity tracking, reducing coffee bean spoilage by 18% in Indonesian trials.
H3: Tariff Mitigation Strategies
To counter U.S. Section 301 tariffs (25%), VidePak is establishing a production hub in Vietnam, slashing delivery times to North America by 30%.
“FIBC bags are not just containers—they’re guardians of food integrity,” concluded Ray. By harmonizing material science with regulatory rigor, VidePak sets the benchmark for global food packaging innovation.
For deeper insights, explore our resources on food-grade FIBC compliance strategies and sustainable bulk packaging solutions.
Appendix: International Standard Comparison
| Standard | Key Requirement | VidePak’s Compliance |
|---|---|---|
| FDA 21 CFR | MFI 2–4 g/10 min | HD601CF (MFI 3.2) |
| EU EC 1935/2004 | Heavy metal migration <10 mg/dm² | ISO 17025 lab certification |
| GB 9685-2016 | UV stabilizer content 0.3–0.5% | Tinuvin 326 at 0.4% |
FAQs
Q: How does PP grade affect bag lifespan?
A: High-crystallinity PP (e.g., HD601CF) resists stress cracking, extending lifespan to 5–7 years.
Q: Are VidePak’s bags suitable for organic certification?
A: Yes, our USDA Organic-compliant PP uses bio-based additives like Irgavert 10.