
- UN Dangerous Goods Regulations and 5M2 Packaging Certification
- What “UN 5M2” Means?
- What Are Pasted Open Mouth Paper Bags? (Definition and Role in Supply Chains)
- Industry Terminology and Alternate Names
- Key Features and Advantages of Pasted Open Mouth Bags
- Modern Manufacturing Process for Pasted Open Mouth Bags
- Key Industry Applications and Use Cases
- Packaging Strategy and the Role of Pasted Open Mouth Bags
- High-Precision Equipment: Starlinger and W&H as the Manufacturing Backbone
- Quality Assurance, Testing, and Certification Landscape
- Sustainability and Innovation in Pasted Open Mouth Bags
- Conclusion
UN Dangerous Goods Regulations and 5M2 Packaging Certification
Understanding the Regulatory Framework: The transportation of dangerous goods is strictly governed by international regulations to prevent accidents at sea, on roads, and in the air. The United Nations, through its Recommendations on the Transport of Dangerous Goods (often called the UN Orange Book), provides a model framework for classifying hazardous materials and specifying how they must be packaged. For maritime shipments, these recommendations are implemented via the International Maritime Dangerous Goods (IMDG) Code, which is adopted under the SOLAS convention for safety of life at sea. In essence, any company shipping hazardous substances by ocean freight must use packaging that meets UN-specified standards for performance. This is known as UN certified packaging or “UN performance-oriented packaging,” and it involves rigorous design and testing to ensure that even if the package is dropped, compressed, or exposed to moisture and temperature changes, it will reliably contain its dangerous contents. Each approved design is assigned a unique code and must carry the UN mark–a stamped code on the packaging that indicates the type of container, materials, performance rating, and the certification details.
What “UN 5M2” Means?
In the UN packaging code system, the code 5M2 refers to a specific type of certified bag. The first character “5” designates a bag or sack. The letter “M” indicates the material – in this case, paper (specifically a multi-wall paper construction). The final digit “2” signifies an important feature of the design – for 5M2, it denotes a multi-wall paper bag that is water-resistant. In practical terms, a 5M2 bag is a heavy-duty multi-ply paper sack engineered to resist water ingress (often via a water-repellent outer layer or an integrated moisture barrier) and to pass stringent tests for carrying hazardous solids. Such bags are tested and certified to ensure they can safely handle certain classes of dangerous goods. For example, chemicals like some fertilizers, pigments, or powdered additives might be classified as dangerous goods; if a manufacturer wants to ship these in paper sacks, those sacks need to have a UN certification such as 5M2. A bag design that earns the 5M2 certification has undergone standardized testing – including drop tests from various heights, stack compression tests, and vibration or Cobb water absorption tests – to prove that it will not rupture or leak under typical transport stresses. Once a design passes, it is officially certified and marked. A typical UN marking on such a bag will include “5M2” along with codes indicating the packing group level it’s approved for (X, Y or Z corresponding to high, medium, or low danger substances), the maximum mass of contents, the letter “S” (denoting it’s for Solids), the year of manufacture, country of certification, and the manufacturer or testing agency identifier. This coding and marking system provides immediate proof to shippers and inspectors that the bag meets the required safety standards for dangerous goods transport.
5M2 Certification in Practice: For a packaging manufacturer, obtaining 5M2 certification means designing a multi-wall paper sack that fulfills specific criteria. For instance, regulations mandate that a water-resistant paper sack must have at least one moisture-barrier ply (often the outermost layer treated or coated to repel water) so that the bag can endure exposure to damp conditions without losing integrity. The bag must also retain its strength when wet, to a degree defined by the standards. During testing, the certified design will be filled to its rated weight with either the actual product or a representative substance, then subjected to drops on its corners, edges, and faces from a prescribed height (often around 0.8 to 1.2 meters, depending on packing group). It must not rupture or leak contents after a series of drops. Additionally, multiple filled bags are stacked to simulate stacking in a warehouse or container; after a period (typically 24 hours), none of the lower bags should show signs of collapse or damage. Only if the bag design passes all these tests is it licensed to carry the UN mark “5M2” for the certified weight and contents. This certification must be backed by documentation, and manufacturers are audited to ensure each production batch maintains the same quality as the tested prototypes. For customers in industries like specialty chemicals or pharmaceuticals, using a 5M2-certified bag is often not just a preference but a legal requirement to ship their product internationally.
Differences Between 5M2-Certified Bags and Standard Bags
Even to the naked eye, a UN 5M2-certified paper bag may look similar to a standard multi-wall paper sack, but there are critical differences in how they are built, tested, and documented. Here are the key ways in which 5M2-certified bags stand apart from ordinary industrial bags:
- Material Strength and Construction: A 5M2-certified bag is engineered with higher safety margins in material strength. These bags often use top-grade sack kraft paper for all plies, sometimes with additional reinforcement or an extra ply compared to a non-certified bag intended for the same weight. The paper is chosen for high tensile strength and high Tensile Energy Absorption (TEA) values, meaning the fibers can absorb impact energy without tearing. Water-resistant glue and coatings are used as needed. In practice, a standard multi-wall bag for, say, 25 kg of product might use three plies of paper, whereas a UN-certified equivalent could use four plies or a special moisture-barrier ply to ensure it meets the test criteria. The bottom seam and any closures are likewise reinforced to higher standards. The net result is that 5M2 bags tend to feel more robust or heavy-duty, as they are built to withstand rougher handling.
- Safety Testing and Performance: Perhaps the biggest difference is that every 5M2 design has been proven in formal tests. Standard bags are generally designed to be strong, and reputable manufacturers do test them internally, but they are not obliged to pass a specific regulated test regimen. A 5M2 bag, on the other hand, has passed drop tests, stacking tests, and (for the water-resistant aspect) possibly a Cobb water absorption test or equivalent. This means that a certified bag offers known safety performance: it is far less likely to break open if dropped from a truck or conveyor, and it can tolerate being stacked in a ship’s container without crushing. The certification tests also ensure the bag can handle a bit of environmental moisture or a minor rain exposure without disintegrating. For the end user, this translates to a higher confidence level – fewer spills, less product loss, and a safer environment for workers handling the sacks.
- Traceability and Quality Assurance: UN-certified bags carry markings and traceable identifiers that standard bags typically do not. Each 5M2 bag will be printed with the UN code and often a manufacturing code that ties back to a specific production batch and design type. This reflects a deeper traceability in manufacturing: the producer of a UN bag must maintain quality control records and sample test results for each lot, ensuring that every bag produced meets the certified design specifications. If there is ever an incident (e.g. a bag failure in transit), authorities can trace the bag back to the manufacturer and lot to investigate. Standard bags may have lot numbers for internal QA, but they do not have internationally recognized markings that indicate compliance. The traceability of UN packaging also implies that the manufacturer is regularly audited by competent authorities or certification bodies – a guarantee that the quality is not just one-time, but continuously maintained. In summary, 5M2 bags come with an auditable paper trail and labeling that standard packaging lacks.
- Regulatory Compliance and Usage: Using a 5M2-certified bag is a matter of legal compliance when shipping dangerous goods. Such a bag can be legally used to carry materials classified as hazardous (for example, certain oxidizing powders, environmentally hazardous substances, or flammable solid ingredients), and transport companies and port authorities will accept it as meeting the IMDG Code requirements. A standard multi-wall paper bag, no matter how sturdy, cannot be used for regulated dangerous goods because it lacks the official certification – doing so would violate transport regulations and incur heavy penalties. Moreover, the presence of the UN mark on a 5M2 bag simplifies logistics: freight forwarders and inspectors immediately see that the packaging is appropriate, which can speed up the approval of shipments. In contrast, standard bags are suitable only for non-dangerous goods; they might suffice for ordinary products like animal feed or building materials, but they would not pass the tests required for certification. In short, a 5M2 bag aligns the packaging choice with global transport regulations, giving companies access to international markets for their hazardous products and ensuring safety standards are uniformly met across shipments.
By investing in UN 5M2-certified paper bags, a company like VidePak demonstrates a commitment to the highest levels of safety and compliance. It means that not only are their bags engineered for performance in general industrial use, but they have also undergone the scrutiny of dangerous goods certification. This duality – being both a high-performance packaging for everyday logistics and a certified solution for hazardous materials – sets the stage for understanding just how robust and versatile Pasted Open Mouth Paper Bags can be in modern industry.

What Are Pasted Open Mouth Paper Bags? (Definition and Role in Supply Chains)
Pasted Open Mouth Paper Bags are a form of multi-layer industrial sack distinguished by their open top (mouth) for filling and a pasted (glued) bottom closure. In today’s supply chains, these bags occupy an important niche for packaging bulk dry materials. Walk into a flour mill, a cement blending facility, a feed production plant, or even a charcoal packaging warehouse, and you will likely see stacks of these bags on pallets – sturdy brown or white paper sacks, typically holding anywhere from 10 kg to 50 kg of product. They are called “open mouth” because one end of the bag is left open after manufacture to allow rapid filling, and “pasted” because the bottom end is sealed by paper flaps that are glued (pasted) together, forming a flat, brick-like base. This construction results in a rectangular sack that stands upright for filling and palletizes neatly like a box.
Role in Industrial Packaging: Far from being a rudimentary or outdated format, pasted open-mouth bags are an engineered solution at the intersection of mechanical packaging technology, material science, and logistics strategy. They are chosen for very practical reasons: they address the cluster of challenges involved in packing powders or granules efficiently and safely. For example, consider a product like flour or cement powder – it needs to be filled into a bag quickly (to keep production lines fast), the bag must then be sealed securely, and hundreds of filled bags must be stacked without collapsing. At the end of the line, a customer (or even a retail consumer, in the case of something like barbecue charcoal or gardening soil) should be able to open the bag without special tools. Pasted open-mouth bags evolved to meet all these needs. The open top allows easy filling (whether by gravity, auger, or spout), and after filling, the bag can be closed by various methods depending on the product requirements (folding and sewing, heat sealing a pre-applied glue strip for a pinch-top closure, or even a peel-and-seal tape). The glued bottom provides a leak-proof and robust base, unlike sewn bottoms which might have needle perforations.
In supply chains today, these bags help businesses move dry bulk goods efficiently. They are robust enough to protect contents from factory to final use, stack well in warehouses, and are relatively easy to handle manually or by machinery. Importantly, their paper-based construction offers breathability (useful for powder filling as it allows air to escape) and environmental advantages (being made largely of renewable, recyclable material). Many industries opt for pasted open-mouth paper sacks not because “paper is traditional,” but because this format solves modern packaging problems effectively. For instance, food ingredient suppliers choose them to maintain hygiene and meet food-contact regulations; chemical producers use them to ensure safe handling of fine, dusty powders; and construction product companies rely on their strength to handle heavy, abrasive materials. In summary, a Pasted Open Mouth Paper Bag is a high-performance bulk package that balances speed of filling, security of closure, stackability, and ease of use – making it a strategic choice in many supply chains where product volumes are too large for small consumer packs but too small or too distributed for intermediate bulk containers.
Industry Terminology and Alternate Names
Within the packaging industry, Pasted Open Mouth Paper Bags may be referred to by a variety of names, and understanding these synonyms can be important for clear communication. Often, the term “multi-wall paper sack” is used interchangeably – highlighting that the bag is made of multiple layers of paper for strength. You might also encounter the abbreviation SOM bag, which stands for Sewn Open Mouth bag, a closely related format (open top, but sealed by sewing the bottom or top rather than pasting). However, strictly speaking, a pasted open-mouth bag uses glue for the bottom closure instead of stitching, so industry experts will differentiate “pasted” from “sewn” open-mouth sacks. Sometimes they are just called “open mouth sacks” or “paper sacks” in context, or described by their usage, such as “flour sack”, “cement sack”, etc., if one wants to emphasize the application.
For specifiers and procurement teams, it’s useful to clarify terminology. A pasted open-mouth bag is a type of industrial paper sack – meaning it’s designed for heavy-duty use (typically holding 5 kg up to 50 kg per sack) and made of special high-strength paper. This distinguishes it from consumer paper bags (like grocery store bags or small paper bags for retail) which are single-ply and not intended for such weights. Sometimes suppliers might use proprietary names or abbreviations: for example, one might see “PBOM” (for Pasted Bottom Open Mouth) or just “Open Mouth Sacks” in catalogs. In any case, all these terms describe a similar concept with minor differences in construction.
When drafting specifications or discussing needs with packaging engineers, it can help to mention key characteristics along with the name. For instance, saying “Multi-ply pasted valve sack” actually describes a slightly different bag (one with a valve for filling), whereas “multi-ply pasted open-mouth sack” would pinpoint the product we mean. Some industries also refer to whether a liner is included (e.g., “paper sack with PE liner” for moisture sensitive products). The takeaway is that while nomenclature can vary, focusing on the functional description – multi-wall paper sack, pasted bottom, open-top – will ensure all parties understand that we are talking about the robust paper bags used for industrial packing of bulk goods. Emphasizing the typical features (multiple plies, capacity range of tens of kilograms, heavy-duty sack kraft material) quickly sets these bags apart from lighter-duty bags in any discussion. This clarity is especially helpful when colleagues from other departments (like marketing or sustainability teams) are involved, so they recognize that an open-mouth paper sack is a carefully engineered packaging system, not just a simple paper bag.
Key Features and Advantages of Pasted Open Mouth Bags
Pasted open-mouth bags have several defining features that give them unique advantages for packaging operations. These features result from both their materials and their structural design. Below, we outline the key engineered characteristics and why they matter:
- Impact Resistance and Drop Performance. These bags are built to withstand the inevitable drops and impacts of handling and transit. A core strength of multi-ply paper sacks is their ability to absorb shock without rupturing. The sack kraft paper used for each ply has long fibers and high stretch (tensile energy absorption), allowing the walls of the bag to flex and deform when dropped, rather than puncturing or splitting. Manufacturers design the ply combination specifically to meet demanding drop-test criteria (for example, standards like EN ISO 7965-1 define drop heights and orientations for filled sack testing). Reinforced seams and glued bottoms further ensure that weak points are minimized. The result is a packaging format that gives plant managers confidence: even if a filled 25 kg bag falls off a pallet or is tossed during truck unloading, it is far less likely to burst. This reduces product loss, mess, and hazard in facilities. By engineering the paper plies (typically in the 70–100 g/m² weight range each) and glue patterns for optimal energy absorption, the bags provide a safety cushion against rough handling.
- Controlled Breathability and Air Evacuation. Unlike plastic bags which can trap all air, paper sacks naturally offer some breathability – and this is a feature, not a flaw. During high-speed filling of powders or grains, a large volume of air is displaced as the product drops into the bag. Pasted open-mouth bags are designed with a controlled air permeability: the porosity of the paper (and often the inclusion of tiny laser-made micro-perforations in one or more plies) allows air to escape through the bag at just the right rate. If a bag had zero breathability, the filling process would be like inflating a balloon – the bag might puff up or even burst, and filling speed would be limited by the need to vent air. If it’s too porous, fine powders could leak and create dust. So engineers tune the bag’s air release capacity to balance these needs. For example, a flour bag might have micro-perforations to ensure the fine powder can be filled quickly without puffing dust into the filling room. The controlled venting means faster filling cycles, more accurate weight measurements (since trapped air can mislead scales), and a cleaner work environment. Once filled and settled, the small amount of residual air can escape so the bag sits flat and stable on the pallet.
- Filling Line Compatibility and Flexibility. Pasted open-mouth bags are highly versatile when it comes to integration into different filling systems. They work with simple manual filling stations (where an operator slides the bag onto a spout) as well as fully automated bagging lines with robotic bag placers and high-speed weighing systems. The wide open mouth of the sack is a major advantage: it provides a generous target for filling spouts or funnels, which makes automation easier and reduces spillage. The fact that the closure is done after filling (unlike a valve bag which self-seals via its valve) means the same bag design can be closed in multiple ways. A plant can choose to sew the top shut (often used for animal feed or rice), or use a pinch-top closure (where a strip of hot-melt adhesive under the top flap is activated to seal the bag without stitching), or even heat-seal an inner plastic liner and then fold the paper. This modularity means one bag design can serve different markets or product requirements by simply changing the closing method. If a company automates further, they can add a closing module (such as a hot-air sealer for a pinch-top) without changing the bag itself. Such flexibility is valuable in industries with evolving requirements – for instance, a producer might start with manual operations and later upgrade to automation, all while using the same packaging format.
- Printability, Identification, and Brand Space. The large, flat panels of a pasted open-mouth paper bag provide excellent real estate for printing and labeling. Unlike woven plastic sacks that may have a rough surface, the paper exterior is smooth and takes high-resolution printing well. This allows companies to treat the bag as a canvas for critical information and marketing. On the safety side, one can pre-print regulatory symbols (such as hazard pictograms for chemicals or handling instructions), large batch codes or barcodes for traceability, and any mandatory text (like the net weight, product type, or certification logos). For 5M2-certified bags carrying dangerous goods, the UN certification code and any hazard labels (per the Globally Harmonized System, GHS) can be printed right on the bag, avoiding the need for separate labels that could fall off. Simultaneously, from a marketing perspective, bags in retail or customer-facing environments (like charcoal sacks or pet food bags sold in stores) benefit from full-color branding and graphics. Multi-color flexographic or rotogravure printing can produce attractive designs, logos, and even photographic imagery on the bag. Pasted open-mouth bags, therefore, play a dual role: they are not only functional containers but also serve as moving billboards and information sheets. The ability to print every surface with high fidelity means each bag carries the brand identity and meets legal marking requirements wherever it goes.
- Sustainability Profile and Recyclability. With increasing emphasis on sustainable packaging, the largely paper-based construction of these bags is a significant advantage. Most pasted open-mouth sacks are made from renewable kraft paper, sourced from managed forests. They have a high rate of recyclability – once a bag is empty and if it’s not heavily contaminated with product, it can enter the paper recycling stream in many regions. Key design choices support this eco-friendly profile: manufacturers try to minimize the use of non-paper components (for instance, if a plastic liner is not absolutely required, they will omit it, or use a thinner layer; any coatings or inks used are often chosen to be recyclable or compostable). Unlike fully plastic packaging, a paper sack (even one with a thin inner liner) has a much lower plastic content by weight. Brands that have corporate sustainability goals appreciate that these bags can help meet targets for incorporating recycled content or designing for recyclability. Additionally, the lighter weight of optimized paper sacks (versus heavier rigid containers like plastic pails) can reduce transportation carbon footprint. In lifecycle assessments, multi-wall paper sacks often show favorable results on carbon emissions, especially if the paper is sourced and disposed of responsibly. Some customers also perceive a paper package as more environmentally friendly and are therefore more accepting of it, which aligns with marketing strategies that highlight natural or green imagery.
- Safety, Hygiene, and Dust Control. Many of the products packed in pasted open-mouth bags are destined for human or animal consumption (flour, sugar, animal feed) or are fine powders that pose dust or explosion hazards (chemicals, starches, etc.). The design of these bags inherently addresses several safety and hygiene concerns. First, because the side seam and bottom are glued rather than stitched, there are no needle holes through which product can sift out – a common issue with sewn bags is a fine leakage of product (and an entry point for pests or contaminants) along the stitch line. Pasted seams are essentially continuous bonds that keep the contents fully enclosed. Next, if required, the bag can include food-grade liners or use paper that is certified for food contact on the inner surface. Leading manufacturers like VidePak ensure that all components (paper, adhesives, inks) intended for food or feed use comply with regulations such as the EU Regulation EC 1935/2004 and Good Manufacturing Practice standards, as well as U.S. FDA rules for indirect food contact. That means these bags can safely hold ingredients without risk of transferring unwanted substances (no unsafe dyes leaching into sugar, for example). Moreover, the excellent dust containment of well-glued bags improves plant safety: less dust spillage means a lower risk of dust explosions in facilities handling, say, grain flour or powdered metals. In terms of end-user convenience, when a bag is cleaner (no leaks) and easy to open without tools, it reduces the chance of accidents (workers wielding knives to open bags can cause injuries or product contamination). Finally, many pasted open-mouth bags can be fitted with tamper-evident features (such as special seals or tear-off strips) to further ensure that the product hasn’t been adulterated, which is crucial for safety in food and pharma supply chains. All these factors make the format compatible with stringent quality and safety schemes – for example, a feed mill or food factory operating under FSSC 22000 or HACCP can include these bags as part of their controlled packaging materials, confident that they support the overall hygiene regime rather than threaten it.
In summary, the pasted open-mouth paper bag is a sophisticated packaging solution. Its defining features – strength, controlled breathability, versatile filling/closing, printable surfaces, eco-friendliness, and inherent safety – collectively explain why it remains a preferred choice for many industries. Each feature is the result of careful design and decades of incremental engineering improvements, turning what might seem like a simple paper sack into a high-performance component of modern production and logistics systems.
Modern Manufacturing Process for Pasted Open Mouth Bags
The production of pasted open-mouth paper bags is a multi-stage process that combines precision machinery with quality-controlled materials. Modern converting plants (including VidePak’s facilities) use specialized equipment to turn rolls of paper into finished sacks with consistency and high throughput. Below is an overview of how these bags are manufactured and the technology involved:
Raw Materials and Incoming Quality Control
Everything starts with the raw material: sack kraft paper. This is not ordinary paper but a specially engineered paper known for exceptional strength and tear resistance. Upon arriving at the bag plant, large reels of kraft paper are subjected to incoming quality checks. Technicians will verify critical parameters like the paper’s basis weight (grammage, often between 70 and 100 g/m² per ply), thickness, and moisture content. Moisture content is typically controlled around 7–8% for sack paper – this level is optimal to keep the paper neither too brittle (if too dry) nor too soft (if too humid) during converting. Another key test is for TEA (Tensile Energy Absorption), which indicates how much energy the paper can absorb under tension; high TEA is desired for better drop resistance in the final bag. If the bag being made is intended to be water-resistant or to carry moist-sensitive goods, the outer paper might be coated or treated, or an additional water-resistant ply (such as a polyethylene-coated paper or a plastic film layer) will be part of the material set. Incoming QA will check these as well (for example, a Cobb test can measure how much water the paper’s surface absorbs in a given time, to confirm a water-resistant grade meets spec).
Additionally, all auxiliary materials are inspected: the glues (usually starch-based or synthetic adhesives formulated for paper), any ink for printing, and optional liners (like thin PE film if used as an inner ply) need to meet specifications. If the bags are destined for food or pharma use, this is the stage where documentation is verified to ensure materials are food-grade and compliant with relevant regulations. By catching any deviations in raw material quality at the outset, the manufacturer ensures that only suitable inputs go into the bag-making process. This rigorous approach is often part of an ISO 9001 quality management system – each roll of paper is traceable and tested, and the results are recorded so that every batch of bags has a documented pedigree.
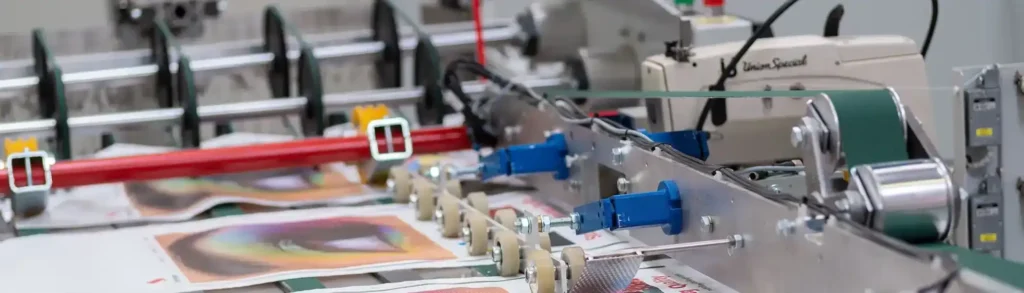
Printing and Information Application
Once the paper plies are approved, the first active step in converting is usually printing (if the bags require any print). The paper from each roll is unwound and fed into a high-speed flexographic or rotogravure printing press. Flexography is commonly used for its ability to print continuous patterns on large rolls at fast speeds with quick-drying inks. If complex, high-resolution images are needed, gravure might be used instead. At this stage, all the bag’s exterior information is applied: this includes branding (logos, product names, marketing designs) and important markings such as handling instructions, lot number areas, barcodes, and any required regulatory symbols (for instance, a UN hazard diamond or a recycling symbol).
For a company like VidePak that serves multiple industries, the printing process is carefully controlled to ensure accuracy and consistency. Modern presses have camera systems for registration control (making sure each color aligns perfectly) and for defect detection – if a print plate is damaged or an ink nozzle clogs leaving a gap in text, the system alerts the operators. Inks used for these bags are often low-odor, low-VOC inks especially if the bags will be used for food or feed, to avoid transferring any taint to the contents. Information like serial or batch numbers and barcodes can be printed inline or later in a separate step using inkjet printing on each bag if variable data is needed. By completing the printing while the material is still in flat web form (before it becomes a three-dimensional bag), the process ensures crisp, legible graphics on the final product. After printing, the ink is dried or cured (hot air dryers or UV lamps for certain ink types ensure the ink is set before further processing).
Tuber Formation and Multi-Ply Assembly
After printing, the paper webs move into the heart of the bag-making line: the tuber machine. This is where the flat paper is formed into a continuous tube. For multi-wall bags, several rolls of paper (one for each ply) are fed in parallel. For example, to make a 3-ply bag, three rolls unwind simultaneously. They are layered on top of each other through a series of rollers and guides, aligning the edges precisely. Tension control is crucial here – each roll’s unwinding speed and brake tension are managed so that all plies remain synchronized without slack or stretching. If one ply were looser, it could wrinkle or misalign.
The combined multi-layer sheet then passes through a station where glue stripes are applied. Typically, a longitudinal glue line is laid down where the paper’s edges will overlap to form the side seam of the tube. Depending on design, there may be multiple glue lines or patterns (for instance, some inner plies might be glued to each other to stiffen the structure, or there might be a glue pattern to bond a plastic liner to the paper). Commonly, a starch-based adhesive is used for paper-to-paper bonding, which sets as it dries. Immediately after the glue application, a folding mechanism wraps the multi-ply sheet around a forming mandrel or beam, bringing one edge over the other to create a tube. The overlapped edges are pasted together by the glue, forming a continuous side seam running down the length of the tube.
At this stage, if the bag design includes any special insert or liner (for example, a PE film for moisture barrier, or a foil layer for extra barrier properties), that layer is fed in and laminated as one of the plies during the tube formation. Likewise, if micro-perforations are needed for air release, some machinery will punch tiny holes in the paper either just before or just after the tube is formed (ensuring they’re placed in the correct ply and location for optimal venting). The tube now is essentially an endless flattened hose of multi-layer paper, printed on the outside, glued along one side.
The next operation is cutting the tube into individual bag blanks. A servo-controlled cutting knife or rotary cutter slices the tube at precise intervals corresponding to the desired bag length (plus allowances for the bottom and mouth folds). Precision here is vital: even a millimeter off can result in bags of uneven length, which can cause trouble later in filling or pallet stacking. Modern tubers use electronic sensors to track the speed and position of the tube and often have print mark sensors to cut at a point relative to the printed design (so that graphics are centered correctly on each bag). With high-end equipment, tolerances on cut length are kept very tight, often within ±1 mm. The output of the tuber machine is a stack of flat paper tubes, each a cut length that will become a bag. At this point, one end of each tube is still open and the other end is open – the bottom will be formed in the next step.
Bottom Pasting and Tailored Mouth Design
Forming the bottom of the bag is a complex sequence performed by a machine known as the bottomer. One by one (or in some machines, multiple at a time in parallel lanes), the flat tube segments are picked up and manipulated to create a flat, glued bottom. The process typically involves folding the tube’s ends into a “satchel” or “envelope” shape: flaps are creased and folded inward. Specifically, the bottomer makes gusset folds on the sides (inward folds that allow the bottom to open into a flat rectangle) and then creates bottom flaps by folding the top and bottom layers of the tube in opposite directions. Glue is then applied to these flaps in a precise pattern. When the flaps are pressed together, they form a sturdy rectangular bottom that is sealed against leakage.
The accuracy of glue placement and the geometry of the folds are crucial. If too much glue is applied, it can squeeze out and even glue the bag interior shut or cause bags to stick to each other; too little glue or misaligned flaps can result in weak bottoms that might split later. Modern bottoming machines (like those from Windmöller & Hölscher, W&H) use computer-controlled glue heads that can adjust the volume and pattern for each bag size on the fly. They also have mechanical fingers and forming plates that ensure each fold is made at the correct angle and position. The bottomer may have integrated sensors to check that each bag’s bottom is square and that no flaps are missed.
While the bottom is being pasted, many lines also prepare the bag’s mouth (the open top) for later closing. Depending on the intended closure method for the final user, the mouth might be left as is, or additional features might be added. For example, if the bag will use a pinch-top heat seal closure, a narrow strip of heat-activatable adhesive (like a hot-melt) might be pre-applied along the inner top edge of the bag during manufacturing; later, at the filling plant, this strip just needs heating and pressing to seal the top. If the bag will be sewn closed, sometimes a crepe paper tape is glued along the top edge as reinforcement so that stitches hold better and the paper doesn’t tear when stitched. Some designs include easy-open features – for instance, a perforated tear strip or a thread that can be pulled to open, which would be built into the top during this stage. All these customizations are part of tailoring the open-mouth design to the customer’s filling and closing equipment. The bottomer essentially finishes each bag: after this machine, you have an actual bag – closed on one end with a flat, glued bottom, and open on the other end ready to be filled.
Throughout the tuber and bottomer process, quality checks and adjustments are constant. High-end machinery includes inline vision systems that, for example, verify the bottom glue pattern with cameras or ensure the side seam is glued and not opening up. Bags that don’t meet the tolerances (perhaps a misfold or a missed glue) are automatically ejected from the line so they don’t end up in the shipped batch. By the end of the production line, the bags are counted and stacked, usually pressed into bales or bundles (often 25 or 50 bags per bundle, wrapped for protection) and then palletized for delivery to the end user.
Key Parameters and Typical Engineering Ranges
The manufacturing process is highly adaptable, allowing different bag sizes and strengths to be made by adjusting machine settings and material choices. Here are some typical design parameters for pasted open-mouth paper bags and their usual ranges:
- Bag Width (tube diameter): approximately 18 cm to 60 cm. This width defines the cross-section of the filled bag and is chosen based on the product bulk density and the desired weight per bag. Narrower bags suit smaller volumes or heavier materials; wider bags hold more bulk for lighter materials. Width also needs to match filling spout sizes and pallet pattern optimization.
- Bag Length (height): roughly 25 cm up to 118 cm. Shorter lengths (around 25–50 cm) are used for small 5–10 kg bags, whereas the common 25 kg or 50 kg sacks might be 70–100 cm long. Length is calibrated so that when the bag is filled, there’s enough paper to close the top properly without wasting material, and the bag isn’t overfilled.
- Bottom Width (gusset depth): about 7 cm to 18 cm when the bottom is formed. The bottom width (or the depth of each side gusset) influences how the bag stands up and stacks. A wider bottom makes the filled bag more box-like and stable when stacked, which is useful for products like cement that are stacked very high. However, too wide a bottom for a small bag might waste material.
- Number of Plies: typically 2 to 5 plies of paper are used. The exact count depends on the weight of the product and its handling requirements. More plies (4-5) are selected for very dense or hazardous materials (for example, a 50 kg bag of a dense chemical powder might need 4 plies to ensure it doesn’t break and to meet UN 5M2 standards). Fewer plies (2-3) might be sufficient for lighter products like 10 kg of pet food or 15 kg of charcoal. Sometimes a higher ply count is also chosen for adding special functionality – e.g., one ply could be a moisture barrier layer.
- Paper Grammage per Ply: typically 70 to 100 g/m². Sack kraft paper comes in various weights; a common configuration might be, for instance, three plies of 80 g/m² each, or an outer ply of 90 g/m² and inner plies of 75 g/m², etc. The combination is selected to reach the needed strength. Higher grammage papers (closer to 100 g/m²) on the outside can improve puncture and scuff resistance.
- Outer Ply Strength (TEA and tensile): Often specified as TEA > 100 J/m² in the machine direction for the outer ply. High TEA values are correlated with better impact resistance. Sack papers are often made “extensible” (with a crepe or stretch) to improve these values. Such strength ensures that even the outer layer alone can handle significant stress without cracking, which is important because the outer ply also endures abrasion.
- Paper Moisture Content: around 7.5% (±1.5%) by weight. This is an often-overlooked but vital parameter. If the paper is too dry when converting, it can crack at the folds and lead to weakened seams; if too moist, it may stretch or not glue properly. Converters sometimes condition the reels in a humidity-controlled room to maintain this range.
- Optional Inner Liner Thickness: approximately 20 to 40 µm (microns) if a polyethylene liner or film is included. For example, a 25 µm (~0.025 mm) PE layer might be inserted for moderate moisture barrier needs. Thicker liners (40 µm or more) provide stronger moisture/grease protection but also make the bag heavier and less breathable, so there is a trade-off.
These parameters are carefully balanced by the engineers. For instance, if drop tests show a certain bag design is over-performing (much stronger than needed), they might choose to reduce a ply grammage or remove a ply to save cost and materials (light-weighting the design). Conversely, if a customer needs a bag to pass a higher drop height or hold a heavier product, the manufacturer can tweak these variables – use a heavier paper, add a reinforcing ply, widen the bottom, etc. Modern machinery allows for quick changeovers between different bag formats, meaning a plant can produce a variety of sizes in the same day by loading different paper rolls and adjusting the glue and cutting settings. Throughout all of this, statistical process control is applied: measurements like bag dimensions and seam strength are periodically sampled during production runs to ensure they remain within the target range. This guarantees that every bag coming off the line meets the specified parameters that it was designed for.
Key Industry Applications and Use Cases
The true value of Pasted Open Mouth Paper Bags becomes evident when looking at the diverse industries that rely on them. Each sector has its own specific requirements and challenges, but across very different products one finds this packaging format solving common problems of protection, efficiency, and cost-effectiveness. Below, we explore major application areas and why these bags are strategically chosen in each:
Building Materials, Minerals, and Chemical Powders
Perhaps one of the most demanding arenas for any bag is the construction materials and industrial minerals sector. Products like cement, mortar, gypsum, limestone powder, tile adhesives, and various powdered chemicals are not only heavy; they are abrasive and often have fine particles that can seep through tiny openings. Pasted open-mouth paper bags have a long history in cement and building materials packaging precisely because they can be engineered to meet these challenges. Typically, a cement bag is a 3-ply or 4-ply paper sack, designed to hold 25 or 40 kg of product. The paper used is often at the upper end of grammage (e.g., 90–100 g/m² sheets) and high TEA for tear resistance. The pasted bottom and strong side seam are important here: when construction sacks are dropped (and they are, frequently, on construction sites or during truck unloading), they land on their bottom or side. A properly glued bottom seam distributes the impact across the material – think of it like a shock absorber. In contrast, a sewn sack might split on the stitches if dropped from height with a dense product inside.
These bags are also designed for fast filling. Dry mortar or cement filling lines can fill thousands of bags per hour. The controlled porosity of paper is a big asset: cement needs degassing as it fills (to avoid “puffing” and to get a full measure of product). Pasted open-mouth bags often have micro-perforations that allow the entrained air to escape quickly without letting the powder out, enabling high filling rates (sometimes 6–10 bags per minute on a single spout) without bursting. Some modern variants even have one-way venting valves built into the structure to aid even faster air release, though those blur the line toward valve sacks.
Outdoor storage and toughness: Many construction materials might be stored outdoors or in less-than-ideal conditions. While purely paper bags are not waterproof, the multi-ply structure gives some buffer – minor splashes or brief rain exposure may wet the outer layer but not immediately penetrate to the product. Moreover, there are options to enhance weather resistance: for instance, an outer ply with a weather-resistant treatment (for a 5M2-type water-resistant bag), or an internal thin plastic laminate. The key is to do this while retaining enough paper on the outside for stiffness and stackability. Construction sacks need to maintain a boxy shape when filled to stack in a stable manner. The pasted rectangular bottom is a big advantage here, giving each sack a flat base like a carton. Workers on job sites appreciate that these paper sacks will typically break down (dissolve or tear apart) when they’re used to mix product (often they’ll toss the whole bag into a mixer for certain products knowing the paper will disintegrate). That’s not feasible with plastic bags.
In the realm of industrial chemicals and minerals, one might be dealing with things like bentonite clay, titanium dioxide pigment, plastic resin compounds, or even hazardous powders like certain peroxides or flammable powders. These often require UN-certified packaging as discussed earlier. Pasted open-mouth bags can be made UN-compliant (with design types like 5M2) for solids in packing groups II or III, which is why you will find certain chemical exporters using multi-wall paper sacks with a UN mark. The safety markings and labeling can be directly printed on the bag, which is very convenient compared to trying to affix labels to other types of containers. And because these bags can be made anti-static (using special paper coatings or interwoven fibers) and with sift-proof closures, they integrate well into chemical plants that have to meet safety standards (for example, operations in explosive atmospheres can opt for bags that dissipate static charge to reduce ignition risk).
In summary, for building materials, minerals, and heavy chemical powders, pasted open-mouth bags deliver a combination of raw strength, stability, and compatibility with fast filling that is hard to match. They have proven capable of protecting extremely dense, heavy products through rough handling, which is why they remain a backbone packaging format for the construction industry worldwide.
Charcoal, Biomass Fuels, and Retail Bulk Goods
Moving to more consumer-facing bulk products, consider items like barbecue charcoal, wood pellets (biomass fuel), garden soil or compost, bark mulch, sand for landscaping, or even large bags of pet bedding. These are often sold in retail or to end-users who will handle individual bags. Pasted open-mouth paper bags are popular in this category for a mix of functional and aesthetic reasons.
From a functional perspective, many of these products (charcoal, wood pellets) can emit dust or have irregular shapes that could poke through weak packaging. Multi-wall paper sacks, especially those with 2-3 plies and possibly a thin inner liner, are robust enough to contain charcoal without puncturing and can also include a bit of water resistance to handle outdoor storage (charcoal is often stored outside stores in summer, for example). The paper also allows some breathing – freshly made wood pellets or charcoal can off-gas a little; the bag’s breathability prevents pressure buildup or moisture accumulation inside. Ergonomics is a factor: these bags usually range from 5 kg up to 15 kg, which many consumers can carry. Paper has a natural friction that makes it easier to grip, and many such bags are sized so one can cradle them. Companies sometimes add carry handles (die-cut holes or handle strips) to paper sacks in this segment for convenience.
Aesthetically, the natural, rustic image of paper aligns well with products like lump charcoal or organic garden soil. Customers often associate paper packaging with eco-friendliness and quality, which enhances brand perception. The ability to print high-quality graphics in full color on the bag means manufacturers can use attractive designs – for instance, a charcoal bag might feature flame graphics and cooking scenes to catch the eye in the store, while a gardening product bag might show lush plant imagery and usage instructions. Paper also doesn’t glare in sunlight (unlike shiny plastic), making the print easy to read.
For retail compliance and disposal, having a mostly paper bag can be an advantage. Some municipalities or retailers prefer packaging that is easier to recycle or dispose of. A paper bag with minimal plastic content can often go into paper recycling or even be composted if it’s just paper and organic residue. This can be a selling point printed right on the bag (“100% recyclable packaging” or “plastic-free bag”), appealing to environmentally conscious consumers.
Another consideration is that some of these products (charcoal especially) are actually under regulatory oversight for transport because they can combust. Charcoal can be subject to self-heating and is sometimes treated as a hazardous material for shipping. While many charcoal bags are not UN certified, the strength and porosity of paper bags do help in allowing any heat or pressure to dissipate, which is safer than a completely sealed container. And if needed, the paper bag design could be upgraded to a certified one if regulations tightened.
In short, for consumer bulk goods like charcoal and biomass fuels, pasted open-mouth bags deliver the right mix of visual appeal and performance: they hold up to rough handling and outdoor elements, provide ample space for branding and information, and reinforce the product’s image (for example, paper bags underscore the natural, old-fashioned quality of charcoal grilling). Many customers also find these paper sacks convenient to open and use – they can tear them open as needed and dispose of them easily after use.
Specialty Chemicals, Additives, and Niche Applications
Beyond the mainstream uses, there is a whole range of specialty products that also rely on pasted open-mouth paper bags, often with customized features. These include things like pharmaceutical powders, food additives (enzymes, vitamins), specialty polymers, fine pigments, lithium compounds for batteries, flame retardant powders, etc. What ties these together is that the contents are high-value, sometimes hazardous or sensitive, and the packaging requirements are very exacting.
For such applications, each bag is often considered an extension of the plant’s process and safety system. For example, consider a powdered enzyme used in industrial baking: it’s very potent (only small quantities are used per batch), it may be expensive, and it could be harmful if inhaled in large amounts by a worker. Packaging this in a multi-wall paper bag might involve designing the bag to be extra sift-proof (perhaps adding a fine inner layer or special folded closures) so that practically no dust leaks out. The bag might feature tamper-evident seals – like a security tape over the top closure or a special pattern that would show if someone tried to cut and re-seal it – to guarantee the customer that the product hasn’t been adulterated in transit.
Traceability is critical in these sectors. As part of quality assurance, each bag may have a unique identifier or at least a batch number. Pasted open-mouth bags are ideal for this because they can be easily printed with QR codes, data matrix codes, or human-readable batch IDs. In a chemical plant, for instance, a batch of a specialty powder might produce a few hundred bags, and each bag’s code will tie it to the batch record in an ERP system. This way, if any quality issue is found later, they can trace exactly which bags (and thus which customers) are affected. The robust construction of the bag ensures that these codes remain intact and the bags hold up through handling, preserving that traceability link.
Some specialty chemicals are also classified as dangerous goods (hazardous for transport). We’ve discussed UN certifications – in these niche uses, 5M2-certified paper bags find their role. For instance, certain water-reactive minerals or regulated additives might require a 5M2/Y packaging. The paper bag that meets this need provides both compliance and the needed performance in use. It is not unusual for such bags to have a multi-layer construction including not just paper but also an inner foil or high-barrier liner if the product is moisture or oxygen sensitive (for example, a fine metal powder that oxidizes). The “pasted open-mouth” format is flexible enough to incorporate those layers and still achieve certification by adhering to the testing protocols.
Safety features like anti-slip coatings on the bag surface might be applied for high-density, heavy products – this prevents stacked bags from sliding off each other (important in warehouse stacking of smooth bag surfaces). For operations under explosion risk (like handling of organic powders in ATEX-rated zones), bags can be made with papers treated to be antistatic or by including an antistatic liner, to avoid sparks when bags rub or are opened.
Essentially, in these specialized fields, each requirement (be it chemical compatibility, barrier property, or regulatory compliance) can be addressed by tweaking the components of the pasted open-mouth bag. The format’s inherent strengths – strong structure, ability to incorporate various materials in layers, and ease of printing/marking – make it something of a blank canvas for packaging engineers to meet very niche needs. Whether it’s a small run of 500 bags for a pharmaceutical intermediate or a steady production of flame retardant chemicals that must be shipped safely worldwide, the pasted open-mouth paper bag design can be adapted accordingly. Companies like VidePak often work closely with such clients to adjust the bag design, perform custom tests (maybe a special drop test at a lower temperature, or an accelerated aging test with the product to see if the packaging causes any interactions), and ensure that when these bags are filled, they become a reliable part of a highly controlled supply chain. In these applications, the cost of the bag is usually a smaller factor (because the product inside is so valuable or sensitive) – far more important is that the bag performs flawlessly. And that is exactly where the decades of engineering behind multi-wall paper sacks pay off.
Packaging Strategy and the Role of Pasted Open Mouth Bags
Across all the sectors discussed – from food to chemicals – a pattern emerges: decision-makers choose pasted open-mouth paper bags when they need a balanced packaging solution that ticks multiple boxes. In a world of many packaging formats (rigid drums, plastic FFS bags, big bulk bags, etc.), the open-mouth paper sack has carved out a strategic position. It is, in effect, a modular platform in packaging strategy.
From an operational perspective, when a plant manager or packaging engineer opts for this format, they are choosing more than just a container for goods. They are making a decision that affects product flow (how easily product can be put in and taken out), logistics efficiency (pallet stacking and transport stability), regulatory compliance (meeting food safety or dangerous goods rules), and even marketing (the information and branding on the bag). Few packaging types offer strength, printability, stackability, and flexibility all in one. The pasted open-mouth bag is one of those that do, which is why it often appears on the short list when companies evaluate packaging options for dry goods.
For example, a company that produces both consumer goods and industrial goods might use pasted paper sacks for the industrial line because they can standardize 25 kg packages worldwide, use one set of filling equipment globally, and easily switch suppliers if needed (since the design is fairly common). At the same time, they know the packaging will hold up in varied climates and handling conditions. Strategically, this reduces complexity in their supply chain – one bag format can serve many markets and products with minimal adjustments.
Another strategic angle is sustainability and corporate image. In an era where companies are scrutinizing the environmental impact of their packaging, choosing a paper-based solution signals alignment with renewable materials and often helps in achieving recyclability targets. This can be a deciding factor at the executive level; even if a plastic alternative might be a few cents cheaper, the long-term brand value of using sustainable packaging may tip the scales in favor of paper sacks.
Pasted open-mouth bags also complement other packaging formats rather than always competing. Many companies adopt a portfolio approach: they might use jumbo FIBC bulk bags for very large quantities (one ton sacks), valve bags for certain high-speed cement filling (where equipment is tailored to valves), and open-mouth sacks for other products or smaller markets. The presence of open-mouth sacks in the mix often provides a needed versatility – they can be manually filled if automation is down, they can take a wide variety of closure types, and they are readily available globally. This flexibility is a strategic hedge against uncertainty in production and distribution.
Ultimately, the question for a business is not “paper versus plastic” in a generic sense, but where does a pasted open-mouth paper bag provide the best overall solution? As we’ve outlined, this format shines when you need strength, printable surfaces, moderate barrier with breathability, and compliance capabilities all together. It’s not the lightest package (plastic film bags can be lighter), nor the absolute strongest (steel drums are stronger), nor the most bulk-efficient (FIBCs carry more per container). But it is often the optimal compromise among competing factors. That is why engineers and supply chain managers frequently decide to use these bags for a significant portion of their product lines – because when considering equipment investment, operational uptime, worker safety, customer convenience, and environmental responsibility in total, pasted open-mouth bags offer a well-balanced performance that serves the broader strategy.
High-Precision Equipment: Starlinger and W&H as the Manufacturing Backbone
The quality and performance of pasted open-mouth bags are directly influenced by the technology used to make them. At VidePak’s production facilities, two names stand out: Starlinger and Windmöller & Hölscher (W&H). These are leading manufacturers of machinery for bags and sacks, and together their equipment forms the backbone of VidePak’s converting operations. By investing in advanced machinery from these companies, VidePak ensures that each bag is made with precision, consistency, and efficiency that would be difficult to achieve otherwise.
Precision, Repeatability, and Process Control
High-end converting lines share critical traits: they maintain accurate tension on materials, cut and fold with millimeter precision, apply adhesives in exact amounts, and are built to run reliably at high speeds. The machinery from Starlinger and W&H brings all these traits into VidePak’s production. For instance, on a modern tuber machine, the tolerance for cutting each tube to length can be within a millimeter or less. Even a slight drift beyond that could produce bags that are too long or too short, which then either waste material or fail to close properly. Starlinger tubers use servo-driven motors and electronic registration systems to ensure every cut lands exactly where it should, even as the paper reels might change diameter or subtle variations occur. Similarly, these systems control the side seam gluing – monitoring that the overlap width is consistent and that glue application doesn’t wander off track.
In the bottomer section, repeatability is just as crucial. When hundreds of bags per minute are being formed, even tiny variations can lead to a significant fraction of defective bags if not caught. The W&H bottomers are designed with recipe-controlled settings: if VidePak has optimized a particular bag size and style, all the parameters (folding positions, glue patterns, pressure settings for sealing, etc.) can be saved as a recipe. When that bag is produced again, the operator recalls the recipe, and the machine self-adjusts to those pre-set values. This drastically reduces human error and variability. Things like bottom fold alignment and glue temperature/viscosity are managed automatically to stay in spec. In essence, these machines bring a level of process control akin to automation in automotive manufacturing – every step is monitored by sensors, and actuators adjust on the fly to keep each output within the desired tolerance band.
The impact of this precision is evident in the final product: bags come out uniform in size, weight, and strength. For customers, that means every bag will behave the same on their filling lines – a critical factor for preventing stoppages. For VidePak, it means high production yields and less waste, because off-spec bags (too wide, mis-glued, etc.) are minimized.
Starlinger: Inline Inspection and Intelligent Rejection
Starlinger, an Austrian engineering firm renowned in the field of woven plastics and sacks, also provides advanced systems for paper bag converting. One of their contributions to VidePak’s lines is inline inspection technology that is integrated into the production process. As each bag is formed, cameras and laser sensors continuously measure key attributes: the length of the tube, the exact position and symmetry of the bottom folds, the placement of the side seam, and so forth. If any measurement drifts outside the preset tolerance – say the tube length is 2 mm longer than target, or a bottom flap is slightly off-center – the system flags it in real time.
The most sophisticated Starlinger lines can even pinpoint what component might be causing an error (for example, indicating if a specific glue nozzle might be clogged by noticing a lack of adhesive in one spot). But importantly, when a deviation is detected, the system triggers an intelligent rejection: the particular bag that is out of spec (or the small group of bags around an event) is automatically diverted from the good output stack. This can be done by a mechanical kicker or a vacuum arm that shunts the defective piece off the conveyor. Production doesn’t need to stop; the line continues, and only the suspect items are removed.
This approach ensures that quality control isn’t just a batch-end procedure – it’s embedded in the manufacturing. VidePak can later review the logs from the Starlinger system to see if there were any spikes in rejects at certain times, using that data to investigate root causes (for example, a certain paper reel might have had a variation causing a cluster of rejects, informing them to talk to the paper supplier). For customers, this means the delivered pallets of bags have an extremely high conformity rate. Each bag has essentially been inspected by machine vision, and any anomaly was culled out. It adds to the reliability: when a customer puts a bundle of 500 bags onto their filling line, they can trust that virtually every one of those will run without issue. Additionally, the traceability aspect comes in – if a defect or problem is found later in a bag, VidePak can trace it back to the exact time of production and machine readings, thanks to the data captured by these inline systems.
W&H: High-Output Bottomers and Energy-Efficient Drives
Windmöller & Hölscher (W&H), a German powerhouse in printing and converting machinery, supplies many of the bottomer machines and some tubers in VidePak’s setup. W&H equipment is known for combining throughput with precision. A W&H bottomer for multiwall bags might operate with output speeds on the order of several hundred bags per minute, which is essential for meeting large volume orders. Despite such speed, these machines maintain glue application accuracy through digitally controlled glue heads. Instead of old-fashioned glue pots and felt pads (which in older machines would smear glue and were hard to regulate), W&H uses programmable glue applicators – these can adjust the pattern (dots, stripes) and amount of glue for each bag size automatically. The benefit is twofold: the bonds on each bag are strong and consistent, and glue waste is reduced (the machine applies just enough glue in just the right spots, and not more).
Another area W&H excels in is mechanical robustness and drive technology. The repetitive motions of cutting, folding, and pressing require strong mechanical components to avoid wear and misalignment. W&H designs their cams, gears, and servomotors to handle these stresses for millions of cycles. Moreover, they have innovated on the energy front: their newer lines incorporate energy-efficient drives and smart motion control. For example, regenerative drives may capture kinetic energy when parts slow down and reuse it, or vacuum pumps might be frequency-controlled to provide suction only as needed rather than running constantly at full power. Over a day of production, these efficiencies add up, resulting in less electricity consumed per thousand bags made.
Why does energy efficiency matter in bag making? One, it lowers the operational cost and environmental footprint of VidePak’s manufacturing – a value that can be passed on to customers and aligns with sustainability goals. Two, efficient machines often correlate with less heat and stress, which means more stable operation (a cooler-running motor maintains better precision). W&H’s attention to smooth acceleration and deceleration profiles for moving parts also means less jarring, which preserves alignment and reduces the risk of sudden breakdowns. In practical terms, VidePak experiences higher uptime and can produce large runs of bags without unplanned stops, ensuring customer orders are met on time.
Combined Impact on Consistency, Stability, and Productivity
By integrating Starlinger and W&H technologies in a coordinated production line, VidePak leverages the strengths of each to deliver an end product that stands out in consistency and quality. The synergy between precision and high-speed capability means VidePak doesn’t have to trade off one for the other – they achieve both. For instance, the precise control yields narrow dimensional variation: every bag in a batch will have nearly the same width, length, and bottom dimensions. When a customer runs these bags on their filling line, such uniformity means the filling machine can be set once and will fit every bag, and the closing equipment (sewing or sealing) hits the right spot each time. This reduces stops for adjustment or jams due to one odd-sized bag.
On the pallet, consistent bag dimensions and properly squared bottoms manifest as neatly stacking bags. Pallets come out even, stable, and less prone to leaning. This has downstream effects: warehouses can stack pallets higher, shippers experience fewer issues with pallets shifting, and the presentation on arrival is of an orderly load rather than a messy pile of irregular sacks.
High precision also contributes to product integrity. Glue lines that are exactly where they need to be and fully sealed mean no slow leaks of product (important for powders that could otherwise sift out gradually). It also means better protection against infestation or moisture ingress during storage because there are no unexpected gaps or thin spots in the construction.
From a productivity standpoint, the advanced equipment shortens lead times. VidePak can turn around large orders faster because the machines run faster and can be changed over more quickly for different sizes. If a customer suddenly needs an emergency batch of bags in a different design, the stored machine recipes and modular nature of the equipment allow a swift switch with minimal waste – contributing to VidePak’s agility as a supplier.
To put it succinctly: the use of Starlinger and W&H machinery isn’t just a technical detail; it is a core reason VidePak is able to promise and deliver bags with high consistency, tight quality parameters, and competitive costs. The investment in these machines pays off in every bag shipped, and ultimately benefits customers through reliable packaging that performs the same, batch after batch, year after year.
Quality Assurance, Testing, and Certification Landscape
Packaging might appear to be a simple commodity, but when it carries valuable or sensitive products, its quality is of utmost importance. Pasted open-mouth paper bags do not exist in a regulatory or performance vacuum – they must satisfy the demands of various stakeholders: safety authorities, auditors, end-use customers, and the brand owners whose products they contain. VidePak’s approach to quality assurance and certification is multi-layered, addressing everything from material compliance for food safety, to mechanical performance tests, to formal certifications for management systems and dangerous goods transport.
Food-Grade Compliance and Safety Requirements
When these paper bags are used to package food ingredients or animal feed, there are strict rules to ensure nothing in the packaging will contaminate the product. Food-contact compliance is a key aspect. VidePak designs its bags intended for food/feed use such that all components can meet international food-contact regulations. In the EU, for example, materials must comply with Framework Regulation (EC) No. 1935/2004, which requires that any material in contact with food should not transfer its constituents to the food in quantities that could harm human health or change the food’s nature. Additionally, EU regulations like (EC) No. 2023/2006 on Good Manufacturing Practice (GMP) for food packaging are followed – this ensures the bags are made in a clean, controlled way so they are safe for food use. In the US, analogous regulations exist in the FDA’s Code of Federal Regulations (e.g., 21 CFR parts 176-178 cover paper and paperboard additives, adhesives, and polymers allowed for indirect food contact).
What does compliance mean in practice? It means VidePak works closely with its paper and ink suppliers to use only approved substances. For instance, the paper might be sized with starch or AKD (alkyl ketene dimer) that is permitted for food contact, and the adhesives might be based on glues that have FDA clearances for incidental food contact. The printing inks for food bags are typically low migration inks – formulations that ensure if the ink is on the outside of the bag, nothing will migrate through the paper to the inside (especially important if bags are stacked and the outside of one touches the inside of another).
To validate all this, VidePak conducts and obtains tests such as overall and specific migration tests (which simulate the bag in contact with a food simulant to see if any chemicals leach out), checks for heavy metals (ensuring, for example, that the paper or ink doesn’t contain lead or other heavy metals beyond trace limits), and even organoleptic tests (ensuring the bag doesn’t impart any odor or taste to the food – paper is generally neutral, but inks or adhesives must be checked). These tests are often done by third-party laboratories, yielding formal reports. So if a customer (say a flour mill) is audited by their health authority or by a big bakery client, they can present documentation that the sacks carrying their flour are tested and safe.
By turning the paper bag into a documented, auditable component of the food safety system, VidePak allows food industry clients to seamlessly include packaging in their HACCP or ISO 22000 food safety plans. The bag is not a wildcard; it’s a controlled input with known properties, which is critical for certifications like FSSC 22000 or BRCGS Packaging that many food companies have.
Management Systems and External Audits
Quality assurance goes beyond the bag itself and extends into how VidePak runs its operations. The company has aligned its manufacturing with several international management system standards to ensure a culture of continual improvement and consistency. Foremost among these is ISO 9001 (Quality Management System). Being ISO 9001 certified means VidePak has structured processes for everything from design control, supplier qualification, production monitoring, to customer feedback handling. For example, if a customer reports an issue with a batch of bags, ISO 9001 procedures ensure a proper investigation (root cause analysis) and corrective action is implemented, and that learning is captured to prevent recurrence. It also governs document control – so specifications for a bag, once set, are maintained in a way that everyone from production to QC is working off the correct and latest spec, avoiding errors.
On the environmental front, VidePak adheres to ISO 14001 (Environmental Management System), indicating it systematically manages its environmental impact. This includes monitoring waste from the bag-making process (paper trim, rejected bags) and ensuring it’s recycled or disposed of properly, controlling emissions and energy usage, and reducing any pollutants (for instance, choosing water-based inks or high-efficiency filters on dust extraction from cutting processes). While this might seem indirect to bag quality, it fosters an operational discipline that often correlates with efficiency and reliability – a cleaner, well-organized plant is often a sign of a controlled process.
For the sectors dealing with food and feed, VidePak has also embraced specialized standards like FSSC 22000 (Food Safety System Certification) or the BRCGS Packaging Materials standard. These are schemes recognized globally that combine ISO-based management systems with specific requirements for food packaging hygiene. Under these, VidePak would implement rigorous controls such as: documented hazard analyses for potential contamination in packaging, defined hygiene zones in the plant (e.g., handling of paper reels and finished bags with gloves or clean areas if destined for food use), traceability systems that can trace raw material lots through to finished bag lots, and incident management procedures (so if there’s any reason to suspect a batch of bags might have an issue, they can quickly quarantine and recall it). External auditors from certification bodies come periodically (typically yearly) to verify compliance. Passing these audits gives VidePak and its customers confidence that there’s an independent stamp on the operation’s rigor.
Why does this matter to customers? Because it creates transparency and trust. A customer can visit VidePak’s facility and find that it’s not a makeshift operation but a thoroughly professional one that passes the same kind of audits they themselves undergo. They can trace a given bag (through codes printed on it or batch numbers) all the way back to raw material lots and machine settings. For instance, an auditor could ask, “Show me the records for the bags used on product X, batch Y,” and VidePak can retrieve the paper supplier lot certificates, the in-process QC records, the maintenance logs of the machines that made it, and so on. This level of traceability and control greatly reduces risks for the end-user – it’s unlikely they will ever have a nasty surprise from the packaging, and if an issue does arise, it can be quickly isolated and addressed.
Laboratory Testing, Performance Validation, and Third-Party Benchmarks
Aside from system certifications and raw material tests, VidePak puts a strong emphasis on performance testing of the bags themselves. In their in-house laboratory (and sometimes in partnership with external labs or institutes), they routinely test the mechanical and physical properties that determine bag performance.
At the material level, they test tensile strength and elongation of paper samples (often both along and across the paper grain direction, since paper is anisotropic). They measure TEA (Tensile Energy Absorption) using standardized methods, which gives a sense of how tough the paper is. They perform tear tests on paper to ensure any small nick won’t easily propagate through a whole sheet. For evaluating water resistance, Cobb tests are done on the outer paper – this test measures how many grams of water a square meter of paper will absorb in a given time (like 60 seconds). For a standard sack kraft, the Cobb value might be moderate, but for a water-resistant paper used in a 5M2 bag, the Cobb value would be much lower (indicating less water absorption). Ensuring these values are within spec is crucial for consistency.
Perhaps most importantly, VidePak tests finished bags with real-world simulations. This includes drop tests: A typical drop test standard for filled sacks (such as ISO 7965-1) might require dropping a filled bag from a certain height (say 0.8 m) on different orientations – flat on a face, on an edge, on a corner – and checking for any rupture or leakage. VidePak will do such tests at various stages (during development of a new bag design, for routine quality auditing of production, and when validating alternative materials). If a bag is UN-certified (5M2), they would have already done very rigorous drops including higher drops for Packing Group II perhaps, but internal testing continues to ensure that the produced bags still match the certified performance.
They also conduct stacking/compression tests: stacking several filled bags and possibly placing a weight on top to simulate a stack many layers high for days, then examining if the bottom bag fails or how much it deforms. They might perform vibration tests – putting a filled bag on a vibrating table to mimic transport in a truck and then checking if any contents leaked or if the bag shifted excessively.
For specialized uses, additional tests are used. Tilt or topple tests can be done to see if a pallet of bags remains stable. Sift-proof tests (placing a filled bag on white paper and shaking it to see if any fine powder leaks out) ensure that even fine powders stay contained. If they are working on anti-static bags, they measure surface resistivity to ensure it meets the anti-static criteria. For food packaging, they might monitor dust levels or paper fiber shed to ensure cleanliness.
VidePak doesn’t only rely on internal tests; they often seek third-party validation. This could involve sending bags to an independent institute or lab that specializes in packaging performance. Such labs can perform standardized tests and provide impartial reports. For example, a cement company client might be interested in seeing a third-party drop test report to compare VidePak’s 50 kg cement sack against another supplier’s. By benchmarking against industry norms, VidePak can validate that their design isn’t just theoretically good but is on par with or better than competitors.
All these test data aren’t filed away and forgotten – they actively feed into continuous improvement. If results show that a certain bag has far more strength than needed (perhaps it survived drops from twice the required height without issues), VidePak might iterate the design to use a slightly lighter paper and still comfortably pass, thereby saving cost and material (benefiting both VidePak and the customer). Conversely, if a test shows a weak point (say, a particular tear often initiating at a bottom corner), the design team will tweak the construction – maybe by adding a patch in that corner or adjusting the fold pattern or glue amount – and then test again. This iterative loop ensures the product is always evolving to be optimized: as strong as necessary but not overbuilt, and with any potential failure modes addressed.
By maintaining such a rigorous testing program, VidePak ensures that when their bags are deployed in the field, they behave as expected. Clients aren’t left to discover issues on their own – most issues are foreseen and engineered out through this validation process. It’s a proactive approach that significantly reduces the risk of packaging failure in the customer’s operations, thereby protecting not just the product in the bag but also the client’s safety record and bottom line.
Dangerous Goods Certification (UN 5M2 Compliance)
A critical part of VidePak’s quality and certification portfolio is its compliance with regulations for dangerous goods packaging – specifically, the ability to produce UN-certified sacks (such as those meeting the 5M2 standard). As discussed earlier, achieving a UN marking like 5M2 means the bag design has passed a battery of tests defined by regulations (drop tests, stacking, etc. under prescribed conditions). VidePak not only engineered such bags but also went through the formal process of certification with the relevant authorities.
In practice, this means for a given bag design intended to carry hazardous materials, VidePak prepared sample bags and coordinated with an authorized testing agency or lab. These bags were filled to the maximum intended weight with a representative lading (often a material that simulates the properties of the actual chemical to be shipped, if not the actual product itself) and subjected to the official UN performance tests: drops from specified heights depending on packing group, stack tests (usually stacking weight that simulates 3 meters of stacking for 24 hours), and if water resistance is claimed (as required for the “M2” classification), perhaps a Cobb water absorption test or a rain simulation to verify the outer ply’s resistance. Only after successfully passing all tests would the bag design be issued a UN design type certificate.
VidePak then maintains this certification by producing bags in line with the tested design and undergoing periodic audits. They assign an identification code (e.g., a code that appears in the UN marking string on each certified bag) that is registered with the authority. Every 5M2 bag leaving VidePak’s facility carries the UN symbol and a code like “5M2/Y###/S/##/Country/Manufacturer” printed on it, which is not just an alphanumeric string but a declaration of compliance.
Quality assurance for these UN-certified bags is extremely stringent. VidePak performs regular retention testing – they might take samples from each production batch of UN bags and do an internal drop test to ensure they still perform as expected. The manufacturing of these bags might also be segregated or specially monitored, since any change in material or process that deviates from the certified design needs to be re-evaluated. This is why traceability is critical: if, for example, a new batch of paper with slightly different spec is used, VidePak’s system will flag if that’s outside what was certified and require an assessment or even a partial re-test.
For customers shipping dangerous goods, VidePak’s 5M2 certification provides a vital piece of mind and convenience. Instead of the customer needing to invest in obtaining their own packaging certification (a costly and time-consuming affair), they can source pre-certified bags from VidePak and be confident that as long as they use them according to the specifications (not overfilling beyond the rated mass, using the proper closure method that was tested, etc.), their shipments will comply with international regulations like the IMDG Code for sea, ADR for road, and so forth. VidePak even assists customers by providing the full documentation package: test certificates, lab reports, and the authorized certification that can be shown to regulators or carriers if needed.
Additionally, because VidePak keeps up with UN regulations (which can be updated every two years in the UN Orange Book and then in modal regulations), they ensure that their certified designs remain current. If standards evolve – say new drop test requirements or marking requirements – VidePak proactively updates its certifications and informs customers of any changes needed.
In essence, VidePak’s compliance with the UN dangerous goods packaging regime is not just a badge on paper; it’s an active program. It involves engineering, constant quality control, and regulatory surveillance. This allows VidePak to serve industries like specialty chemicals, pharmaceuticals, and others with hazardous products by providing them a safe, legal means to transport their goods globally. It also underscores VidePak’s broader commitment to safety and quality – the same meticulous approach needed to achieve a UN certification permeates their whole production, benefiting even customers who may not ship dangerous goods.
Sustainability and Innovation in Pasted Open Mouth Bags
Modern packaging decisions are increasingly influenced by concerns about sustainability, environmental impact, and the opportunities afforded by digital technology. Pasted open-mouth paper bags, despite being a long-established format, are evolving in response to these pressures. VidePak and the industry at large are actively working on innovations to make these bags more eco-friendly and to integrate them into the digital, data-rich world of future manufacturing and logistics.
Material and Energy Efficiency
One pillar of sustainability is doing more with less – that means optimizing materials and reducing energy consumption during production. Because these bags are primarily fiber-based, they start off with a good sustainability story: they are made from renewable resources (trees that can be replanted, with paper often sourced from sustainably managed forests). But there’s always room to improve their environmental footprint.
Light-weighting is a key strategy: If VidePak can produce a bag that still meets all performance requirements but uses, say, 10% less paper, that directly translates to fewer trees harvested, lower weight transported (saving fuel in distribution), and often lower cost as well. How is this done? Through advances in paper technology and precision manufacturing. Paper mills have developed high-strength sack kraft paper with higher TEA and tensile strengths, sometimes by using special pulping techniques or blending in synthetic fibers or long-fiber pulps. With such paper, a bag that used to require 4 plies might be redesigned to use only 3 plies, or a 3-ply bag could use slightly lighter grammages. For example, a traditional bag might have used 3 plies of 90 g/m² = 270 g/m² total. A modern design might achieve the same strength with 2 plies of 100 g/m² and 1 ply of 80 g/m² = 280 g/m², or even 2 plies of 120 and 1 of 60 = 300 but then remove one ply entirely. Each approach depends on test results and safety margins. VidePak uses the data from their extensive testing feedback loop to make these decisions – if tests show extra strength cushion, they trim material. The high precision of their machinery (Starlinger/W&H) is an enabler here: you can’t successfully run thinner paper or fewer plies if your machine alignment is off and causing breakages or inconsistencies. But because VidePak’s process is tightly controlled, they can reliably handle these optimized structures without increasing defect rates.
Another aspect is reducing waste in production. With computerized cutting and better process control, VidePak minimizes off-cuts and rejects. Any trimmings that do occur are collected and recycled (often back to a paper mill to be made into new paper). Inks are carefully managed to avoid excess, and water-based inks reduce harmful emissions. Glue application is optimized to use the minimum necessary. These might seem like small technical points, but cumulatively they make the manufacturing more resource-efficient.
Energy monitoring is also taken seriously. As noted, modern equipment uses less energy inherently, but VidePak further tracks metrics like kWh per thousand bags produced. They aim to drive this down, through both equipment (e.g., investing in more efficient motors, LED lighting in the plant, heat recovery systems) and operations (scheduling production runs to avoid frequent start-stop which can be less efficient, maintaining machines to operate at peak efficiency). Some factories even partially power processes with renewable energy (like solar panels on the roof feeding into the grid that powers the lines). All of this contributes to lowering the carbon footprint of each bag produced.
Design for Recycling and Evolving Formats
With global focus on circular economy principles, packaging designers must consider the end-of-life scenario for their products. Pasted open-mouth paper bags have an inherent advantage: high recyclability. After use, if a bag is reasonably clean, it can be treated much like any other paper product and recycled into new paper or cardboard. However, certain design elements can complicate this – for instance, if a bag has a plastic liner or significant non-paper content (like a lot of synthetic glue or coatings), recycling becomes harder. VidePak and others are thus exploring how to make these bags as close to mono-material as possible, without sacrificing functionality.
One trend is the development of easily separable liners. If a moisture barrier is needed, instead of a fully laminated composite (which is hard to separate in recycling), there might be a lightly glued liner that can be pulled out, or one that delaminates during the pulping process. Another is the use of water-soluble or biodegradable coatings on paper that can provide some barrier but still allow the bag to break down in water during repulping. There’s research into coatings made of bio-polymers or even nano-cellulose that could add oil/grease resistance and then disperse in recycling.
Printing is tackled by using de-inkable inks, meaning the ink can be washed off in a recycling plant easily (for example, some flexo inks are designed to detach from fibers under certain chemical conditions in recycling). Limiting heavy inks or keeping them to the outside of the bag also helps – the inner layers can remain unprinted, clean paper which recycles very well.
Beyond the bags themselves, VidePak keeps an eye on neighboring packaging formats to ensure their paper bags remain competitive and complementary. For instance, there are multiwall bags that include a woven polypropylene layer (to combine strength of plastic weave with the printability of paper) – these are very strong and moisture-proof but less recyclable due to mixed materials. Some markets use them (like pet food or chemical fertilizers). VidePak might propose paper-only solutions or paper with minimal film that can achieve similar results in a more recyclable format. They might also collaborate on fully recyclable multiwall solutions – e.g., a bag that is paper on the outside but uses a special polypropylene coating that can be separated or a very thin inner PE that is allowable in recycling if under a certain percentage.
Innovation in moisture barrier is another area: to compete with plastic sacks where moisture or odor barrier is needed, paper bag producers are experimenting with advanced film liners or coating layers that significantly block moisture yet still keep the bag mostly paper. For example, a co-extruded thin film that is sandwiched as one ply, giving near-plastic levels of waterproofing. These hybrid solutions aim to push paper bags into applications like powdered milk or certain chemicals where traditionally only plastic packaging was used due to barrier needs.
In effect, the design of pasted open-mouth bags is gradually shifting to align with emerging recycling infrastructure. In some regions, there’s even discussion of developing specific recycling streams for paper bags with a bit of plastic (so the plastic can be skimmed off and recycled or used as energy, while paper fibers are recovered). VidePak is part of those industry discussions, ensuring that as sustainability standards evolve (or regulations – e.g., some countries plan to mandate packaging be either recyclable, reusable or compostable by certain dates), their products stay ahead of the requirements.
Digital Traceability and Smart Manufacturing
The rise of Industry 4.0 and the Internet of Things (IoT) is also touching the domain of industrial packaging. VidePak has begun leveraging digital tools and data in both the production and the post-production life of their bags.
On the manufacturing floor, as earlier sections mentioned, the equipment from Starlinger and W&H already generates a lot of data. VidePak aggregates this machine data into dashboards and analytics systems. For example, they can see real-time production metrics, trends in width measurements, glue usage over time, downtime reasons, etc. Using this data, they implement predictive maintenance algorithms: if a certain roller’s vibration pattern changes slightly (indicating wear), the system can alert maintenance to check it before it causes defective bags. If reject rates on one line creep up by 0.1%, they can drill down to see if it correlates with a certain paper batch or a shift, and take corrective action immediately. Over time, this makes production “smarter” – fewer disruptions, consistently high quality, and improved efficiency.
Digitalization extends to the bags themselves through traceability codes and even RFID possibilities. VidePak can print unique identifiers on each bag or at least each bundle. These could be QR codes or numeric codes which customers can scan. Why? One use is internal logistics – a customer receiving pallets of bags can scan and integrate that into their inventory system (knowing which batch of bags was used for which lot of their product). Another use is for anti-counterfeiting or origin verification – in some high-value products, producers want to ensure the packaging itself can’t be easily replicated by a counterfeiter. Having a unique code on each bag that is recorded at filling can help track genuine products and detect fakes (since counterfeiters wouldn’t have the valid code database).
RFID tags are even being experimented with – a tiny, low-cost RFID embedded in a bag could allow completely automated counting and tracking of bags in a warehouse, or even remain on the filled bag to track the product through the supply chain. While not mainstream yet for paper sacks (mostly due to cost concerns), the technology is there and VidePak keeps an eye on it as costs come down.
Another digital innovation is using packaging data to improve filling operations. For instance, VidePak might provide customers with digital specifications that their filling machines can read – things like exact bag dimensions, optimal filling speed, etc., essentially a digital “recipe” for filling that particular bag. This can reduce setup time at the customer’s plant.
Data also feeds back from customers: VidePak encourages customers to report any issues with bag performance, and they maintain a database. Through analytics, they can identify if multiple customers in a certain climate, for example, have issues with moisture in storage – that might prompt a design tweak or a new product offering (maybe a different type of water-resistant bag for tropical climates). In this way, field data loops into R&D.
Finally, digital tools help in sustainability verification. VidePak can precisely calculate the carbon footprint of each bag model by integrating data on energy, materials, and transport – useful when customers ask for documentation to include in their own sustainability reporting. If a customer aims to improve their packaging sustainability score by X%, VidePak can model how a change (like going from a 4-ply to a 3-ply bag) would contribute to that, providing solid numbers.
In summary, even though a paper bag might seem like a low-tech product, VidePak’s approach infuses high-tech at every stage: from smart manufacturing ensuring quality and efficiency, to digital traceability ensuring every bag is accounted for and can carry data, to using analytics for continuous improvement. This future-proofs the pasted open-mouth bag, keeping it relevant and highly valuable in modern supply chains that demand transparency, agility, and connectivity.
Conclusion
Pasted open-mouth paper bags have demonstrated a remarkable ability to adapt and thrive in the evolving landscape of industrial packaging. They are no longer simply “traditional sacks,” but rather highly engineered systems that deliver a balance of performance attributes: mechanical strength, safe containment, efficient filling, clear communication space, and compliance with an array of stringent regulations. Through the integration of advanced manufacturing technologies, rigorous quality assurance practices, and a commitment to innovation, companies like VidePak have elevated this packaging format to meet the demands of the 21st century.
Whether it’s carrying food ingredients with guaranteed purity, securing hazardous chemicals under UN certification, or showcasing a brand’s sustainability ethos, the modern pasted open-mouth bag rises to the challenge. Its multi-layer paper construction provides a renewable, recyclable backbone that can be augmented with targeted enhancements—be it a water-resistant ply for maritime shipping or a digital code for traceability in a global supply chain. Every aspect of its design and production is optimized: raw materials are carefully selected and tested, production lines are precisely controlled and data-driven, and each bag is validated to perform as expected in the field.
For customers and industry professionals evaluating packaging options, the implications are clear. By choosing a solution like VidePak’s pasted open-mouth paper bags, they are not just buying a container for their product; they are investing in a proven packaging platform that aligns with technical requirements and strategic goals alike. From an operational standpoint, these bags help ensure smooth production runs and protect goods in transit. From a safety and compliance standpoint, they meet the highest standards—whether those are food safety regulations or UN hazardous goods codes—reducing risk and liability. Strategically, they support corporate objectives such as sustainability targets and supply chain resilience, given their renewable composition and global compatibility.
In a world of ever-increasing expectations on packaging, this humble paper sack has continually reinvented itself. It stands today as a cornerstone of bulk packaging in industries as diverse as agriculture, construction, chemicals, and retail, offering a blend of tradition and technology. As businesses look to the future, they can be confident that the pasted open-mouth paper bag, backed by expert partners and ongoing innovation, will continue to deliver safe, efficient, and responsible packaging solutions for their valuable products.