Polyethylene Bags & FFS Films
Heavy-duty polyethylene bags are made from high-performance polyethylene material through German W&H multi-layer co-extrusion blown film process, offering multiple functions and excellent thickness uniformity. It is ideal for customers who require a visually appealing, leak-proof packaging bag with high packaging efficiency.
VidePak manufactures up to 9 layers of co-extruded polyethylene bags, PE FFS tubular films, and PE valve bags, providing over 500 millions PE bags annually for 5kg+ heavy-duty needs—tailored solutions for diverse applications such as chemical, foods and building material.
Key Specifications
- Width: 35~65 cm
- Thickness: 0.1~0.25 mm
- Length: customizable
- Roll Diameter of FFS Film: 100~150 cm
- Printing: up to 10 colors




PE Bags & PE valve bags
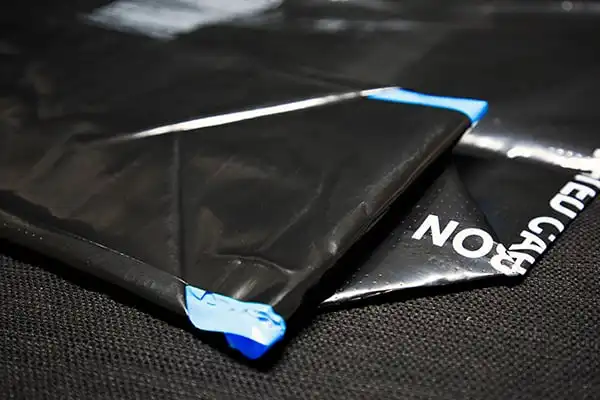
VidePak produces Heavy-duty Open mouth Polyethylene bags and PE valve bags. Besides, we offers various options such as m-type gussets, flat side, anti-slip coating, micro-perforations, easy opening zip, air valve and diverse stitching type.
It offers high durability and good thickness uniformity as it was produced from high performance polyethylene (PE) material through an advanced multi-layered co-extrusion technology.

Detailed Options
- Side type: flat type and M gusssets.
- Surface treatment: embossing strip & micro-perforation.
- Air valve for finished bags: available
- Stitching: Heat Seal
- Technology: multi-layered co-extrusion
- Block bottom (self-standing stability)


FFS Tubular PE Films
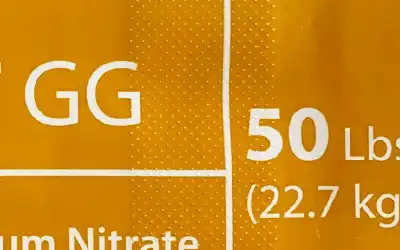
An FFS (Form-Fill-Seal) PE Tubular Films is a versatile packaging solution designed for high-speed automated filling. Made from HDPE & LDPE, FFS Tubular Films allows the bag to be formed, filled, and sealed in a continuous process, improving efficiency and reducing labor costs. Ideal for packaging bulk products like grains, fertilizers, and chemicals.
Frequently Asked Question
Heavy-duty polyethylene bags are made from high-performance polyethylene material through German W&H multi-layer co-extrusion blown film process, offering multiple functions and excellent thickness uniformity. It is ideal for customers who require a visually appealing, leak-proof packaging bag with high packaging efficiency.
VidePak manufactures up to 9 layers of co-extruded polyethylene bags and PE valve bags, providing over 500 millions PE bags annually for 5kg+ heavy-duty needs—tailored solutions for diverse applications such as chemical, foods and building material.
An FFS (Form-Fill-Seal) Polyethylene Tubular Films is a versatile packaging solution designed for high-speed automated filling. Made from HDPE & LDPE multi-layer co-extruded films, FFS Tubular Films allows the bag to be formed, filled, and sealed in a continuous process, improving efficiency and reducing labor costs. Ideal for packaging bulk products like grains, fertilizers, and chemicals.
VidePak manufactures up to 9 layers of co-extruded FFS tubular polyethylene films, providing over 500 millions PE bags annually for 5kg+ heavy-duty needs—tailored solutions for diverse applications such as chemical, foods and building material.
Yes, we have two options for your choice:
- Reference samples: we provide this samples from our existing stock. It could be close to your specification and not 100% same. So It helps you quickly evaluate our product quality, material, and printing before requesting a custom-made sample. Reference samples are free of charge, but DHL express cost is taken by buyer.
- Mock up custom samples: it is produced according to your specifications, including size, material, printing design, and any other customized features. These are 1:1 replicas for your bags, and it fully reflects your specifications and helps confirm all production details before mass production. It takes some charge for samples and DHL express cost.
For industrial bulk bags, we do it as below sections:
- Raw Material
We use 100% virgin material sourced through ASTM-compliant testing standards. We do sampling inspection for each batch of raw material, to verify material integrity before production. - Quality Control System
We produce and test products according to ISO9001, ASTM standard, EN standard and JIS standard. We ensure that product tolerances are within the specified range of standards, and conduct diverse testing accoridng to those standard for each batch of products, such as impact tests, tensile strength, UV weather resistance tests, etc. - Production Equipment
We're using equipments from top supplier such as Austrian Starlinger and German W&H, to ensure production efficiency, precision, process stability and better quality control. - Industrial Experience
Our core management teams have over 25 years experiene in the industrial bags. Since our factory establishment in 2008, we've cultivated quality control systems through partnerships with Fortune 500 companies including Nestle, Carrefour, Nippon Paint, AkzoNobel, Sinopec etc. In the cooperation with those excellent clients, we have accumulated a lot of experience in quality control, and we have gradually established quality specifications and standards. This is an advantage that many small manufacturers do not have.
MOQ is 10,000 pcs for per specification. The MOQ is mainly decided by material procurement costs, production efficiency, and logistics optimization. So it can't be adjusted.
It depends on the order quantity and requirement. However, it generally refer to:
- Regarding mock up samples, lead time is 10 business days (sending by DHL or Fedex)
- Regarding standard bulk orders, lead time is generally 15-25 business days.
Why Choose Us
10 Years
Production Experience in PE Bags
W&H
Best Equipments from German W&H.
100 Million pcs
Massive Production Capacity.
Customization
Printing, Size, Thickenss, Bottom Pattern etc.