Orientation • What exactly are FIBC Bulk Bags and why are they central to modern logistics?
Supply chains are living systems. They pulse with variable demand, shifting regulations, and practical constraints ranging from forklift width to port congestion. Within this moving landscape, FIBC Bulk Bags—the flexible intermediate bulk containers often called jumbo bags, super sacks, or big bags—stand out because they combine structural strength with configurability. A single unit can safely carry hundreds to thousands of kilograms of dry bulk solids, stack neatly on a pallet, and discharge cleanly at destination. They are not merely “bags”; they are engineered containers with a predictable load path, a controllable permeability profile, and a disciplined test regimen that converts design intent into field reliability.
When stakeholders ask for packaging that is lighter than rigid bins, more cube-efficient than drums, and more scalable than small sacks, they are—often unknowingly—describing the performance envelope of FIBC Bulk Bags.
Also known as
- Flexible Intermediate Bulk Container (FIBC)
- Jumbo bag / big bag / super sack
- Ton bag / one-ton bag
- Baffle bag / Q-bag (rectangularized by internal baffles)
- Conductive Type C bag / static-dissipative Type D bag
- UN-certified FIBC (for certain dangerous solids)
Core idea in one line
Orient polymer chains for strength, weave for stability, seal for containment, and verify by test. Everything else is tuning: denier, weave density, coating, liner, loop geometry, and seam architecture.
Typical fills
Powders and granules such as sugar, flour, rice, starch, fertilizers, seeds, minerals, cement, plastic resins, carbon black, salts, and specialty chemicals. Bulk densities typically range from 0.3 to 2.0 t/m³.
What is inside the structure • Materials, constituents, and their roles
At the heart of FIBC Bulk Bags is woven polypropylene (PP) produced from oriented tapes. Around that backbone are functional layers—coatings, liners, loops, baffles, reinforcement bands, and document features—that work together to control strength, hygiene, dusting, electrostatic behavior, and stack stability. Understanding each constituent clarifies why these containers deliver high performance at low mass.
Different architecture families—circular, four‑panel, U‑panel, and baffle (Q‑bag)—offer trade‑offs between seam length, sifting paths, and cube stability. Coatings reduce porosity and sifting; liners raise moisture protection and hygiene. But each lever has a cost curve. The elegance of FIBC Bulk Bags is that you can hit a performance target with selective, not maximal, upgrades. Why add grams and dollars where a tuned stitch or a smarter liner tab accomplishes the goal?
What makes them special • Standout qualities you can measure
The promise of FIBC Bulk Bags is not abstract. It is observable, measurable, debuggable. Tensile per gram rises with orientation. Seam efficiency targets surpass 80 percent with disciplined stitch programs. Compression dwell tests, done at representative stack heights and durations, show pallets holding geometry with modest wrap. And static protection—Type C with grounding or Type D without external grounding—translates to fewer ignition risks when powders flow like a storm of fine sparks.
Strength-to-weight economics
Oriented tapes deliver high tensile at low mass; the result is fewer kilograms of resin per ton shipped and lower emissions per lane.
Configurable geometry
Circular, 4‑panel, U‑panel, or baffle bodies match pallet modules and container footprints while balancing dust control and seam simplicity.
Static protection options
Type C (grounded) or Type D (dissipative, no external ground) constructions reduce ignition risk when powders meet air and turbulence.
Operational throughput
Wide duffles, tailored spouts, and tunnel-lift options shorten fill times, simplify forklift cycles, and reduce labor variability.
A simple observation carries weight: pallets of FIBC Bulk Bags with correctly tuned outer COF and well-aligned baffles stand straighter, lean less, and consume less wrap—compounding savings across the warehouse calendar.
How they are made • From resin to pallet-ready containers
Every consistent product begins with consistent inputs. Virgin PP grades are chosen for melt-flow windows that support clean tape extrusion. Masterbatches are screened for active content and dispersion. Liners arrive with thickness and pinhole certifications. Then the process begins in earnest: a thin sheet becomes a forest of narrow ribbons, each ribbon is drawn until the polymer chains align like disciplined fibers, and the tapes are heat-set to stabilize shrink and creep. Looms interlace warp and weft into circular tubes or flat panels; coatings close pores; laminates protect graphics; conversion stations cut, stitch, or weld parts into finished containers that pass a sequence of mechanical and handling tests.
- Incoming assurance — verify MFR, ash, and moisture; confirm masterbatch actives; check liner gauge and seal strength.
- Tape extrusion and draw — set melt, chill, slit, and draw ratios so tensile climbs without unacceptable brittleness.
- Weaving — hold width and GSM; track defects; sustain loom uptime with disciplined bobbin changes.
- Coating/lamination — apply 18–40 g/m² coating or bond films with controlled nip and temperature; validate adhesion and curl.
- Printing — protect ink via reverse printing under film; measure color difference and rub resistance on panels.
- Conversion — precision cut; stitch or weld seams; attach loops and reinforcement; insert and tab liners.
- Release testing — strip/grab tensile, seam efficiency, drop (multi-orientation), compression dwell, COF, and where applicable, static classification checks.
The reason equipment pedigree matters is simple: tight tolerances, closed-loop control, and stable uptime create narrow distributions of coat weight, loop position, and cut length. Narrow distributions mean predictable behavior in the field. Predictable behavior means fewer surprises, fewer claims, and fewer emergency containment plans.
Where they shine • Application patterns and practical nuances
From farm cooperatives to chemical ports, from boutique food brands to mineral processors, FIBC Bulk Bags deliver value in diverse, sometimes contradictory, conditions. The through-line is configurability: by adjusting fabric GSM, seam architecture, spout design, and liner plan, one family of containers serves very different product chemistries and logistics profiles.
Food staples and ingredients
Clean seams, liners, and documented declarations are the foundation. Baffle bodies improve export density; reverse-printed graphics protect brand identity across long hauls.
Chemicals and minerals
Static protection (Type C or D) reduces ignition risk; coated fabrics and dust locks curb sifting; reinforced bases resist corner tears during drops.
Agriculture and fertilizers
UV packages selected for sulfur tolerance and yard exposure sustain tensile; duffles and spout options limit residue and cross-contamination.
Construction materials
Block-bottom variants form brick-like units that stack predictably; COF tuning and edge protection limit lean under heavy compressive loads.
Static safety • Choosing and operating the right class
Powder handling generates charge. Whether that charge becomes a risk depends on atmosphere, materials, and discipline. FIBC Bulk Bags appear in four static behaviors: Type A (no protection) for nonflammable zones, Type B (low breakdown voltage) to prevent propagating brush discharges in certain powders, Type C (conductive) which must be grounded, and Type D (dissipative) which requires specific yarns and constructions to bleed charge without external grounding. The choice is not philosophical; it is conditional. Where flammable vapors or dust clouds may exist, either ground a Type C religiously or select an approved Type D and obey its use zone.
Safety reminder: the liner must match the static class. A noncompliant liner can invalidate a Type C or Type D bag and recreate the very conditions these containers are designed to avoid.
Geometry options • Circular, four‑panel, U‑panel, and baffle
Geometry changes behavior. Circular bodies minimize side seams and reduce sifting paths. Four‑panel bodies create robust corner seams and predictable squareness. U‑panel designs improve load distribution across the base. Baffle bodies hold a rectangular cross-section under compression, improving truck and warehouse cube while reducing bulge. Each choice affects seam length, stress distribution, and pallet lean. In practice, baffles are especially sensitive to dimensional alignment. A few millimeters of drift can lead to hours lost in a warehouse adjusting wrap tension to chase a straight stack.
- Circular/tubular — fewer seams, excellent for powders; often paired with cross-corner loops.
- Four‑panel — widely used; strong corners and economical construction.
- U‑panel — single U creates base continuity; balanced performance.
- Baffle/Q‑bag — best cube and stack stability; conversion complexity rises with reward.
Numbers that matter • SWL, safety factors, compression dwell, and seam efficiency
Most programs specify safe working loads (SWL) between 500 and 2,000 kg, with safety factors at 5:1 for single-trip and 6:1 for multi-trip or heavy-duty use. These are not slogans; they are verified by cyclic top-lift tests that expose loops and seams to repeated stress. Compression dwell tests simulate real stacks—three to seven days at the bottom of a four- or five-high column—and verify that leakage from stitch holes ceases upon lift and that deformation stays within allowed limits. Seam efficiency, measured as a ratio of seam tensile to strip tensile, should routinely exceed 80 percent. If it does not, the seam—not the fabric—becomes the failure mode.
From problem to pattern • A system view of packaging decisions
How do teams move from a symptom—”our pallets lean”—to a durable solution? By treating FIBC Bulk Bags as a system. Materials (resin and additives) determine the tensile baseline. Tape mechanics (draw and heat-set) convert baseline into usable strength. Surfaces (coating and laminates) govern dust, moisture, and print. Geometry (baffles, bases, loops) sets load distribution. Conversion (stitches or welds) must preserve the load path. Compliance (food contact and static) keeps the product legal and safe. Logistics (COF, wrap, edge protection) determines what happens once the container leaves the line. Sustainability weaves through all of it, favoring mono-material solutions and reuse where audits permit.
Selection playbook • Matching container to content, process, and travel
Effective selection starts with a few disciplined questions: What must be kept inside (fines, aromas, oils)? What must be kept outside (moisture, dust)? What will the unit endure (fill rate, conveyor friction, stack height, dwell time, climate)? The answers map to a short list of constructions that meet needs with the least complexity. The following matrix turns those questions into action.
Troubleshooting atlas • Failure modes, causes, and countermeasures
Lifecycle and sustainability • Practical levers that move the metric
Mono-polyolefin design—PP fabric with PP coatings or laminates—simplifies recycling. Reuse programs, where regulations and cleanliness allow, turn a 6:1 safety factor into multiple service cycles with inspections and label management. The biggest environmental wins usually come from three levers: optimizing GSM through better draw quality, raising seam and loop efficiency so mass can be shifted into performance rather than bulk, and improving overall equipment effectiveness so scrap and rework fall. When these levers move together, FIBC Bulk Bags deliver lower grams per trip without compromising safety.
Practical policy tip: extended producer responsibility is expanding. Clear documentation of resin origin, additive classes, and end‑of‑life options shortens audits and keeps shipments moving.
Working examples • Turning requirements into real SKUs
Consider three sketches that mirror common projects. First, a rice brand transitions from coated-and-flexo constructions to a baffle body with reverse-printed laminate. Graphics survive scuff, pallets stack straighter, and the laminate’s stiffness allows a modest fabric GSM reduction without sacrificing seam targets. Second, a cement producer combines hot-air welded block-bottom corners with COF tuned around 0.35 and edge protection, lifting stack height safely while reducing wrap. Third, an ammonium sulfate fertilizer SKU in outdoor yards uses a sulfur-tolerant UV package and sees tensile retention after weathering close to plan, avoiding mid-season de-lists.
Implementation road map • From first brief to released lots
Start with discovery: contents, static class, hygiene requirements, SWL/SF, and logistics constraints. Translate stakeholder language into measurable parameters. Build a parameterized bill of materials. Run a pilot that targets likely weak points—seam efficiency, drop orientations, compression dwell, COF, and static checks. Only then lock artwork, tooling, and cut length. Release lots with retained samples and a control plan that turns field feedback into process adjustments instead of noise.
Want an at‑a‑glance product overview that complements this engineering perspective? See this concise resource on modern flexible intermediate bulk containers.
Engineering math • Useful approximations for quick decisions
Quick estimates help teams move faster while waiting on lab results. For example, if strip tensile of the fabric is 900 N/50 mm and seam tensile measures 750 N/50 mm, seam efficiency is 83 percent—comfortably above an 80 percent design floor. For compression dwell, a four-high stack with 1,000 kg SWL bags and pallets may place roughly 3,200–3,500 kg on the bottom unit; test at that load for the longest expected warehouse dwell. For COF, aim for the smallest value that prevents shear under your wrap recipe and pallet wood species—often around 0.30–0.40, but confirm with incline plane or sled tests and real stacks.
Operator guide • Fill, lift, ground, store
Even the best design fails if the floor playbook is sloppy. Align filling spouts and prevent overfill; keep personnel clear of suspended loads; pass forks through loops as designed; maintain loop angles within specification; ground Type C bags at the designated point before flow starts; respect Type D use zones; stack only to validated heights and dwell times; shield from direct sun unless UV packages and liner plans assume it; and inspect before reuse for abrasion, tears, loop wear, and label legibility.
Filling discipline
Match spout to fill head; vent liners appropriately; avoid abrasive contact that scuffs print and fabric.
Lifting behavior
Use both forks in loops; avoid sharp tines; keep loop angles compliant with design assumptions.
Grounding and static
Clip Type C to earth before flow; obey Type D labels and keep solvents that negate dissipative behavior away.
Storage practice
Stack within tested heights; align baffles; tune wrap; shield from UV unless built for yard exposure.
Keywords and natural phrasing • Discoverability without clutter
To help readers and systems alike, the narrative uses a family of related expressions around FIBC Bulk Bags: flexible intermediate bulk container, jumbo bag, big bag, super sack, baffle bag, Q-bag, conductive Type C FIBC, static-dissipative Type D FIBC, UN-certified bulk bag, food-grade FIBC, SWL 1000 kg, 6:1 safety factor bag, circular woven FIBC, U-panel FIBC, four-panel FIBC, tunnel-lift bulk bag, moisture-barrier liner, compression test for bulk bags, electrostatic classification, stacking load symbol, loop reinforcement design. The expressions are placed where they clarify meaning rather than distract from it.
Rhetorical checks • Asking the questions that drive better specs
Must every dust problem be solved with more coating, or is a seam change enough? Should we default to baffles for cube if the lean is actually a COF issue? If operators cannot guarantee grounding, is insisting on Type C noble but naive when Type D would actually reduce risk? If pallets leave the plant perfectly square but arrive leaning, is the cause in the bag or in the truck dynamics? And when carbon goals loom, is adding recycled content always wise, or would a lighter mono-material design move the needle more? These questions are not rhetorical in the empty sense—they propel the team toward designs that work under the messy conditions of reality.
Glossary • Quick reference for cross-functional teams
- Denier — mass in grams per 9000 m of tape; correlates with tensile and hand.
- GSM — grams per square meter; a convenient proxy for resin mass.
- COF — coefficient of friction; a driver for pallet stability and machinability.
- WVTR — water vapor transmission rate; indicator of moisture barrier.
- HALS — hindered amine light stabilizers; retards UV degradation.
- BBVS — block-bottom valve sack; a format for high-speed filling.
2025-10-23
- Orientation • What exactly are FIBC Bulk Bags and why are they central to modern logistics?
- What is inside the structure • Materials, constituents, and their roles
- What makes them special • Standout qualities you can measure
- How they are made • From resin to pallet-ready containers
- Where they shine • Application patterns and practical nuances
- Static safety • Choosing and operating the right class
- Geometry options • Circular, four‑panel, U‑panel, and baffle
- Numbers that matter • SWL, safety factors, compression dwell, and seam efficiency
- From problem to pattern • A system view of packaging decisions
- Selection playbook • Matching container to content, process, and travel
- Troubleshooting atlas • Failure modes, causes, and countermeasures
- Lifecycle and sustainability • Practical levers that move the metric
- Working examples • Turning requirements into real SKUs
- Implementation road map • From first brief to released lots
- Engineering math • Useful approximations for quick decisions
- Operator guide • Fill, lift, ground, store
- Keywords and natural phrasing • Discoverability without clutter
- Rhetorical checks • Asking the questions that drive better specs
- Glossary • Quick reference for cross-functional teams
FIBC (Flexible Intermediate Bulk Container) bulk bags are a vital component in the packaging industry, particularly for the transportation and storage of bulk materials. In our company, we specialize in the production of FIBC bulk bags, offering various design options to cater to diverse customer needs. Our bags feature multiple loading and unloading designs, including a wide-open top design and valve outlet options, which can be customized according to specific requirements. In this article, we will explore the intricacies of our FIBC bulk bags and delve into the innovative technology of fine filament weaving, which enhances their performance and aesthetic appeal.
The Versatility of FIBC Bulk Bags
FIBC bulk bags are commonly used for transporting and storing a wide range of materials, including powders, granules, and other bulk substances. They are designed to hold substantial weights, often ranging from 500 kg to over 2000 kg, making them an ideal choice for industries such as agriculture, construction, and chemicals. The adaptability of FIBC bags comes from their various designs, which include:
- Wide-open top design: This design facilitates easy filling and is particularly useful for bulk materials that require quick loading. The open top allows operators to load the bags directly from hoppers or conveyor systems.
- Valve outlet design: This feature helps in controlled dispensing, preventing spillage and ensuring accurate measurements when unloading the contents.
- Customizable openings: Customers can specify the type and size of the openings to suit their operational needs, making our FIBC bulk bags highly flexible.
Advantages of FIBC Bulk Bags
FIBC bulk bags are preferred for several reasons:
- Cost-Effectiveness: Compared to traditional packaging solutions, FIBC bags provide a more economical choice due to their reusability and lower cost per unit weight.
- High Load Capacity: These bags are engineered to carry heavy loads, withstanding significant stress and weight without compromising structural integrity.
- Space Efficiency: When empty, FIBC bags can be collapsed and stacked, saving valuable storage space.
- Environmental Sustainability: Made from recyclable materials, FIBC bags contribute to a more sustainable packaging solution.
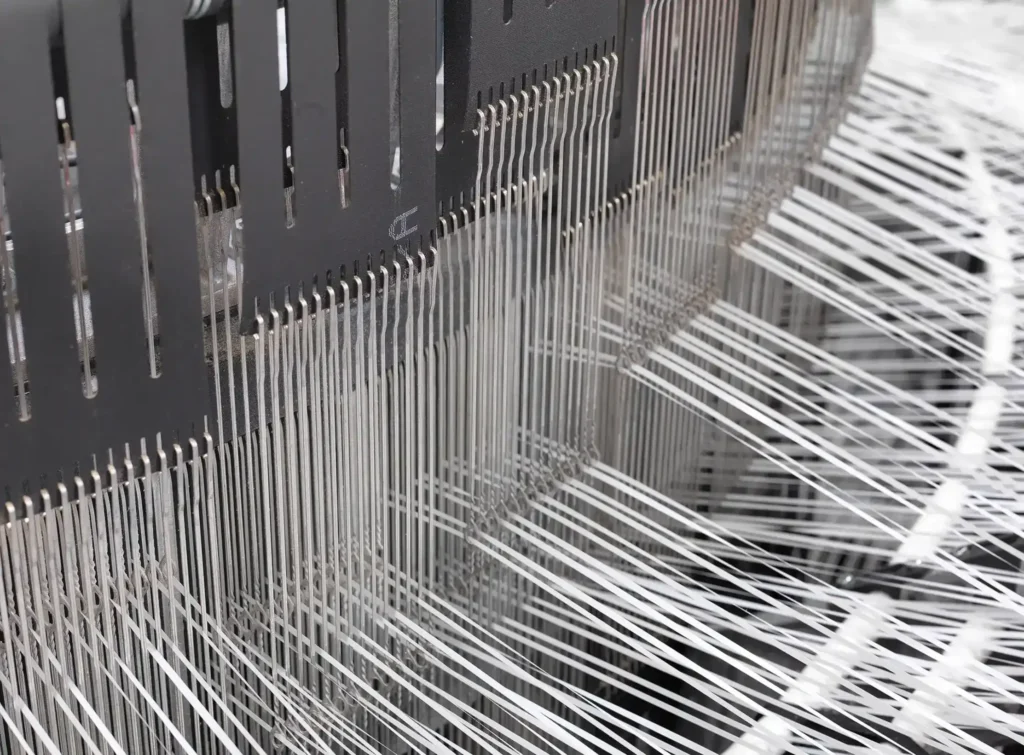
Fine Filament Weaving Technology
One of the key innovations in the production of our FIBC bulk bags is the fine filament weaving technology. This advanced method involves using thinner filaments to create a denser fabric, resulting in several significant benefits:
1. Higher Density
Fine filament weaving allows for a tighter weave, which increases the density of the fabric. A higher density means that the bags can hold more weight while maintaining their structural integrity. This is especially crucial when transporting heavy materials, as it minimizes the risk of ruptures or failures.
2. Enhanced Tensile Strength
The tensile strength of a bag is its ability to withstand pulling forces without tearing. With fine filament technology, our FIBC bulk bags exhibit superior tensile strength, which is essential for ensuring the bags can handle their intended loads without compromising safety.
3. Improved Aesthetic Appeal
In addition to performance advantages, fine filament weaving also enhances the appearance of our bags. The smoother texture and finer look of the fabric make our bags visually appealing, which is an important consideration for many brands aiming to maintain a positive image in the marketplace.
Product Parameters and Key Insights
To better understand the specifics of our FIBC bulk bags, the following table summarizes the critical parameters and main insights regarding their design and technology:
| Parameter | Description |
|---|---|
| Bag Type | FIBC Bulk Bags, Aluminum Jumbo Bags, Ton Bags |
| Material | High-quality woven polypropylene (PP) |
| Load Capacity | Up to 2000 kg (4400 lbs) |
| Design Options | Wide-open top, valve outlet, customizable openings |
| Fabric Technology | Fine filament weaving |
| Density | High density for better load bearing |
| Tensile Strength | Enhanced due to fine filament construction |
| Applications | Agriculture, construction, chemicals |
| Sustainability | Recyclable materials, environmentally friendly |
| Customizations Available | Size, color, printing options |
Selecting the Right FIBC Bulk Bag
When choosing FIBC bulk bags, it’s essential for clients to consider the following factors:
- Load Capacity: Understand the weight of the materials being stored or transported to select a bag that can handle the load safely.
- Bag Design: Depending on the filling and dispensing processes, clients should choose between wide-open or valve outlet designs.
- Customization Options: Custom features such as bag size, color, and printing can help businesses promote their brand and meet specific operational needs.
- Material Considerations: Ensure that the material used for the bag is suitable for the type of product being stored, especially for chemical or food-grade materials.
Conclusion
In the ever-evolving landscape of packaging solutions, FIBC bulk bags stand out as a versatile and efficient choice for various industries. With innovative features such as fine filament weaving technology, these bags not only enhance the functional aspects of packaging but also contribute positively to brand image and environmental sustainability. By understanding the options available and selecting the appropriate bag design, businesses can optimize their storage and transport processes effectively.
By integrating cutting-edge technology and customizable features, we at VidePak ensure that our FIBC bulk bags meet the highest standards of quality and performance, setting us apart in the competitive packaging industry.