Definitions, Scope, and Why Woven Bags with PE Liner Matter Now
In high-friction supply chains where humidity spikes, pallets sit outdoors, and products range from hygroscopic powders to aromatic blends, packaging must resolve tensions that seem mutually exclusive: strong yet sealable, tough yet printable, breathable during filling yet tight during storage. Woven Bags with PE Liner answer this paradox by pairing a trussed polypropylene shell with a polyethylene contact layer. The shell provides mechanical strength and puncture toughness; the liner dials moisture and odor behavior while enabling clean heat or ultrasonic closes. The outcome is not a compromise but a synthesis: cube-stable loads, consistent seals, readable codes, and fewer claims over time.
Procurement teams and specs sheets mention many labels for the same concept. Common aliases include:
- PP Woven Bags with PE Liner
- PE-Lined Woven Bags
- Woven Fabric Bags with Inner PE Sleeve
- Polypropylene Woven Sacks with Polyethylene Liner
- PE Insert Liner Woven Bags
- Food-Grade Woven Bags with Liner
- Co-ex Liner Woven Polypropylene Bags
- Moisture-Resistant Woven Bags with PE
- PE-Lined Woven Packaging for Powders and Granules
Guiding premise: treat a Woven Bags with PE Liner build as a system. Each layer has a job, every job has a metric, and every metric has a cost knob you can turn—so your specification reflects real hazards instead of generic checklists.
Materials and Architecture of Woven Bags with PE Liner
A credible configuration begins with the backbone—drawn PP tapes woven into a fabric—then adds a liner that governs moisture/odor and sealing. Outer faces, tie layers, and finishing chemistries complete the stack so the bag both survives logistics and communicates clearly.
Woven polypropylene (PP) substrate — the mechanical spine
Woven PP is produced by extruding PP into films, slitting into tapes, drawing to orient polymer chains, and weaving (circular or flat looms) into tubes or sheets. Typical fabrics span 70–140 g/m² for 10–30 kg classes and 100–160 g/m² for 25–50 kg heavy-duty packs. Orientation elevates specific strength, enabling high load capacity without mass bloat. Surface evenness depends on denier and pick density; it sets the stage for uniform lamination and crisp print.
- Density ≈ 0.91 g/cc → favorable strength-to-weight.
- Fatigue tolerance at crease lines → fewer crack initiations over cycles.
- Chemical compatibility with salts/bases → resilience in fertilizers and minerals.
- UV stabilization (HALS packages) → strength retention during yard exposure.
Polyethylene (PE) liner — the hygiene and barrier engine
The liner can be mono-PE (LDPE/LLDPE) for broad sealing windows or a co-ex such as PE/tie/EVOH/PE for aroma/oxygen control. It may be loose, spot-fixed, or mouth-welded. In high-speed fills, robust hot-tack ensures seals survive post-dose handling before full cool; in dusty products, the liner’s ability to seal through light contamination prevents nuisance leaks.
- Key properties: seal initiation temperature (SIT), hot-tack, puncture/tear balance, coefficient of friction (inside/outside), odor barrier when EVOH is present.
- Cost logic: liner microns add cents, yet they avert claims from caking, odor loss, or seepage that can cost magnitudes more.
Tie layers, coatings, and outer faces
Extrusion-coated PE/EVA or PP tie layers marry faces—often BOPP—to the woven shell and influence moisture vapor transmission (MVTR), scuff behavior, and hand feel. Reverse-printed BOPP (gloss/matte/pearl) shelters inks under film so brand color, microtext, and regulatory blocks remain legible after pallet rub.
Additives that do real work
Slip and antiblock for controlled COF; antistatic for powder handling; antioxidants for melt stability; UV inhibitors for outdoor dwell; optical brighteners for crisp whites; and low-VOC, food-compliant ink systems where required.
| Subsystem | Options | Function | Notes |
|---|---|---|---|
| Woven shell | PP tapes 80–120 g/m² | Tensile, tear, seam strength | Fine denier → smoother lamination |
| PE liner | Mono-PE 40–60 μm; co-ex with EVOH | Barrier, food contact, sealing | Antistatic for powders; SIT/hot-tack tuned |
| Outer face | BOPP 18–25 μm (matte/gloss/pearl) | Print quality; scuff shield | Reverse print protects art & codes |
| Bond layer | PE/EVA 12–20 μm | Adhesion; MVTR tuning | Thicker for tropical lanes |
Feature Set of Woven Bags with PE Liner: From Slogans to Measured Outcomes
Claims are cheap; verification is not. Below, each advertised benefit maps to a mechanism and the metric teams actually monitor.
- High load capacity with controlled deformation — Oriented tapes and engineered seams limit creep at stack edges. Metric: seam pull (N/5 cm), drop tests (height × cycles), pallet tilt.
- Moisture and odor management — Liner gauge and lamination microns set MVTR; co-ex adds OTR control; micro-perfs vent transient air during fill. Metric: MVTR (g/m²·24h), caking incidence, organoleptics.
- Food-contact assurance — Virgin PP, food-grade PE/EVA, compliant inks/varnishes, and migration documents. Metric: migration limits by region; hygiene audits.
- Print fidelity & data durability — Reverse-printed faces, varnish on high-wear panels, barcode architecture with quiet zones and contrast. Metric: ΔE to master, rub resistance, ISO/IEC 15416 barcode grade.
- Format versatility — Pinch-top, block-bottom, valve, or sewn closures fit different fillers and dust profiles. Metric: OEE with real product; reject Pareto.
- Practical sustainability — Mono-polyolefin pathways and fewer failures lower total waste. Metric: return/claim rate, gram-per-function, wrap film per pallet.
Callout: Seals that survive the five seconds after dosing—before full cool—prevent more losses than almost any other single improvement. That is hot-tack doing quiet, critical work.
Manufacturing Flow and Controls for Woven Bags with PE Liner
Great bags are outputs of stable inputs, disciplined processes, and evidence-based release. The following flow defines where variation enters and how it is contained.
Front-end: raw materials and incoming tests
- Resins/films: virgin PP for tapes; food-grade PE/EVA; certified BOPP. Verify melt flow index, gauge, dyne, moisture. Lock lot-linked CoAs before the first pellet melts.
- Liner stock: define SIT/hot-tack curves, antistatic levels, gauge tolerance; audit roll-to-roll variation.
- Inks/varnishes: viscosity windows and cure behavior; migration profiles for destination markets.
- Paper (if specified): basis weight, Cobb, moisture, and sizing compatibility with the coating line.
Midstream: conversion on European assets
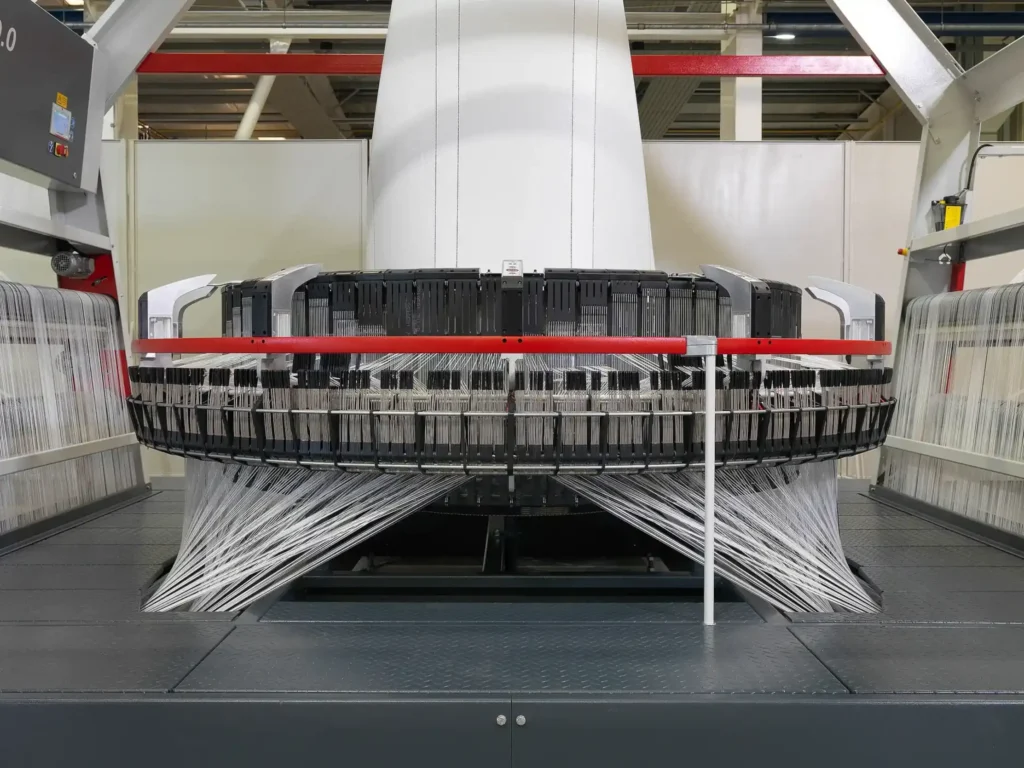
Tape extrusion and drawing set tenacity/elongation; weaving tunes GSM and surface evenness; coating/lamination sets adhesion and MVTR; printing locks register and ΔE; tubing/forming aligns squareness; sealing determines leak-tightness and dust. VidePak specifies Austrian Starlinger platforms for extrusion, weaving, lamination, and block-bottom forming, and German W&H for high-register printing and film handling. The practical effect is fewer gauge bands, tighter register, cleaner seams—and higher customer OEE.
Back-end: quality audit and release
- Mechanical: tensile/tear, seam pull, drop at climate setpoints reflecting route humidity/temperature.
- Barrier/hygiene: MVTR panels; organoleptic checks; migration tests as applicable.
- Dimensional/visual: length/width/gusset; base squareness; mouth alignment; print registration; COF inside/out.
- Documentation: traceability map, CoA bundle, IQC/IPQC/FQC/OQC logs, retains.
| Gate | Key checks | Methods |
|---|---|---|
| IQC | Resin MFI, BOPP gauge, liner moisture/dyne | Melt indexer; micrometer; Karl Fischer; dyne pens |
| IPQC | GSM, lamination weight, seam pull, ΔE, COF | Gravimetric; tensile frame; spectro; tribometer |
| FQC | Drop, MVTR, migration, barcode grade | Drop tower; Mocon; GC/MS; verifier |
| OQC | Dimensions, print audit, traceability | Calipers; register checks; lot log |
Applications Where Woven Bags with PE Liner Win on Total Cost
The platform is compelling wherever density, hygiene, and shelf presentation intersect. Typical sectors and fit rationales follow.
Rice and grains
Low MVTR protects kernels; matte faces aid scanning; liners prevent ambient humidity ingress along long lanes.
Flour and starches
Pinch-top with ultrasonic closes tighten dust control; co-ex liners cut caking; micro-perfs placed for fast filling.
Sugar and sweeteners
COF tuned for conveyor glide; liner gauge increased during monsoon seasons.
Seeds and animal nutrition
UV packages for yard storage; anti-slip patches on base panels for stable displays.
Fertilizers and micronutrients
Antistatic liners reduce cling; valve formats speed fill and degassing; robust seams avert dust trails.
Salts and minerals
Thicker lamination prevents brine stains from minor condensate; square base improves cube.
How VidePak Guarantees Quality of Woven Bags with PE Liner
VidePak’s system rests on four pillars designed to make excellence predictable rather than heroic.
- Standards-led design, production, and testing — Mechanical (tensile/tear/seam/drop), barrier (MVTR/OTR when relevant), surface (dyne/COF), printing (ΔE/barcode), and hygiene verification mapped to ISO/ASTM/EN/JIS. Control plans apply SPC to denier, lamination weight, seam energy, register, and liner gauge.
- Virgin raw materials from major producers — 100% virgin PP for tapes; food-grade PE/EVA; certified BOPP; inks matched to destination rules. Lot-linked CoAs reduce variability and guard migration results.
- European equipment (Starlinger + W&H) — Gauge stability, tight register, and clean seam geometry lower customer-side stoppages and improve OEE.
- Closed-loop inspection (IQC → IPQC → FQC → OQC) — From MFI and dyne to barcode grades and MVTR, every lot is evidenced, not assumed.
Extended Analysis: Interactions, Trade-offs, and Design Patterns
Designing Woven Bags with PE Liner is less about parts and more about interactions: the way liner hot-tack meets jaw dwell, the way outer COF balances conveyor glide and pallet grip, the way micro-perfs enable fast dosing without creating moisture highways during storage. Consider the following patterns and trade-offs:
- Barrier vs. fill speed: More barrier often traps air; micro-perf patterns or staged sealing release air at fill while preserving storage performance.
- Gloss vs. glare: Gloss elevates vibrancy but may hurt scanning under LED glare; matte improves readability but can mute saturation. Hybrid art—gloss on brand marks, matte around codes—often wins.
- Strength vs. machinability: Heavier GSM resists puncture but can stiffen the mouth; increase seam energy or adjust fold radii to keep mouth compliance.
- COF inside vs. outside: Inside should not jerk on forming shoulders; outside must prevent slip without binding on conveyors. Distinct additive packages solve the tug-of-war.
Field note: The cheapest grams are the ones you never waste. Raising lamination by a few microns or specifying a liner with stronger hot-tack often slashes rework and returns—cutting real carbon, not just slogans.
Subsystem Breakdown and Integration Path
A systems approach decomposes the challenge and then recomposes it into one program with shared metrics.
Mechanics
No tears, clean seams, stable pallets. Levers: GSM, weave density, seam energy, base geometry. Verify: tensile/tear, seam pull, drop, tilt/compression.
Moisture & chemistry
No caking, no odor loss, no corrosion. Levers: liner chemistry, lamination microns, UV package, micro-perfs. Verify: MVTR, migration, UV aging.
Graphics & data
Shelf impact with scan accuracy. Levers: face finish, ΔE controls, varnish, barcode architecture. Verify: rub tests, color audits, barcode grades.
Throughput
Line speed with low dust/rejects. Levers: mouth geometry, degassing, COF, tolerances. Verify: OEE on real filler; defect Pareto.
Compliance & sustainability
Multi-market shipments, credible outcomes. Levers: mono-material choices, water-based inks, documentation. Verify: audits, CoAs, field metrics.
Integration path: define hazards with numbers → select stack → choose format/closure → engineer seams and bases → specify artwork/data → map tests → pilot on the real filler (DOE for valves, perfs, jaws) → freeze spec → monitor and iterate.
Failure Modes and Countermeasures Focused on Liners
- Caking in humid lanes — Increase liner gauge and lamination microns; condition bags pre-seal; micro-perf only where fill demands it.
- Seam dusting with fines — Prefer ultrasonic or hot-air pinch; raise seam energy; optimize valve sleeve ID and dust flaps.
- Barcode degradation — Shelter codes under film; enforce quiet zones and contrast; audit to ISO/IEC 15416 on worst pallet faces.
- Print scuff on wrap rub — Add varnish or switch to gloss BOPP; adjust wrap tension; tune outside COF.
- UV embrittlement — Specify HALS and UV-stable inks; validate to realistic kLy targets.
- Odor migration — Co-ex with EVOH; verify OTR; manage dwell temperature.
- Liner creep into seal — Check cut length vs. bag height; add locating tacks; audit mouth geometry; train on insertion jigs.
Technical Targets, Bills of Materials, and Standards
| Parameter | Target band | Why it matters |
|---|---|---|
| Fabric GSM | 80–140 g/m² | Controls creep and puncture resistance |
| BOPP thickness | 18–25 μm | Balances print stability and scuff resistance |
| Bond layer | PE/EVA 12–20 μm | MVTR tuning; adhesion robustness |
| Liner gauge | 40–60 μm (mono) / 50 μm (co-ex) | Moisture/odor control; seal integrity |
| MVTR | 2–8 g/m²·24 h | Protects hygroscopic contents |
| COF (face/face) | 0.25–0.40 | Pallet grip vs. conveyor glide |
| Standard domain | Typical references | Verification focus |
|---|---|---|
| Mechanical | ISO 21898; ASTM D5034/D2261 | Tensile/tear/seam; drop |
| Food-contact | FDA 21 CFR; EU 10/2011; JIS | Migration limits; composition |
| Printing/ID | ISO/IEC 15416 | Barcode grade; contrast; quiet zones |
| UV/weather | ASTM G154/G155 | Strength retention; color stability |
Artwork, Data Zones, and Press Reality
On the press, everything gleams; on the forklift, nothing does. Protect codes with quiet zones and contrast rules, defend brand colors with ΔE tolerances and protective varnish, and relocate microtext away from high-rub corners. Where glare hurts scanning, specify matte around codes; where vibrancy sells, put gloss over the hero panel. If a single anchor would help your sealing conversations, see the reference on heat-sealed woven closure techniques.
- Spectro reads per color; ΔE ≤ 2.0 to master.
- Barcode grade measured on worst pallet faces (not just press sheets).
- Varnish coverage maps attached to purchase orders to avoid ambiguity.
- Print-to-cut alignment verified; eye-mark repeat synchronized with bag length.
Procurement Logic and Total Cost: Looking Past Unit Price
Unit price is visible; the cost of stoppages, reprints, and returns is stealthy. A specification that runs 10% faster and halves rework will often fund thicker lamination and a better liner several times over. Anchor your Woven Bags with PE Liner program on three numbers: bags per minute at QA-approved quality, claim rate, and wrap film per pallet. When these trend correctly, carbon metrics improve as a byproduct.
- Control levers: fabric GSM/denier; lamination thickness/finish; liner presence/gauge; closure method; print complexity and varnish; test scope and cadence.
- Quantify trade-offs with DOE: vary jaw temps/dwell, liner gauge, and COF windows; track OEE and defect Pareto.
FAQs for Engineers and Buyers
How do we balance barrier with fast filling? Vent transient air via targeted micro-perfs and valve sleeves, then close with a profile that reaches hot-tack peak quickly. If barrier must rise, increase gauge in measured steps and re-map SIT curves.
Can PE liners be “green” without hurting uptime? Start with gauge optimization and waste reduction. In non-food layers, recycled content can work if the sealing layer remains virgin. The largest environmental gain in heavy-duty packaging is fewer failures.
Our mouth jerks on the forming shoulder—why? Inside COF is out of window or has aged; dyne over-treatment can raise friction. Re-test COF at line temp; verify additive loadings; polish or re-coat shoulders.
What is the cleanest way to qualify seals? Peel at several jaw temperatures and dwells with intentional light contamination (fines/oil), then run extended lots at target speed and inspect real defects, not just lab coupons.
Case Snapshots
- Tropical rice exporter — Caking & odor complaints. Response: Woven Bags with PE Liner at 50 μm liner, thicker lamination, ultrasonic pinch. Result: spoilage down 32%; barcode grade stable after export.
- Fertilizer in open yards — UV fade and dust. Response: UV-stabilized gloss face, antistatic liner, block-bottom valve, anti-slip base. Result: cleaner lines, fewer dust incidents, stable pallets through rainy season.
- Specialty spice brand — Aroma loss and scuff. Response: co-ex EVOH liner, pearlized face, corner varnish, wider quiet zones. Result: aroma retention verified; double-digit reduction in returns.
Design Rules of Thumb (Starting Points)
- 25 kg rice: woven PP 90–110 g/m²; matte BOPP 20–25 μm; PE layer 14–18 μm; liner 40–50 μm; pinch-top ultrasonic; oversized barcode quiet zones.
- 20 kg flour: woven PP 80–100 g/m²; co-ex face with EVOH; pinch-top; food-contact inks; MVTR ≤ 4 g/m²·24 h.
- 50 lb fertilizer: woven PP 110–130 g/m²; gloss face 18–22 μm; antistatic liner 50–60 μm; block-bottom valve; anti-slip varnish.
- 25 kg salt: woven PP 110–140 g/m²; matte face; thicker lamination for monsoon season; liner 50–60 μm; block-bottom base.
- 15 kg nuts/spices: woven PP 90–110 g/m²; pearlized BOPP; co-ex liner with odor barrier; window zone for reveal.
Think of Woven Bags with PE Liner as a configurable platform, not a commodity. With the right stack, finish, seam, and liner—executed on stabilized European assets and verified against documented gates—you do not have to choose between strength and style, barrier and speed, compliance and cost. You can, and should, have them all in one moisture-smart, retail-ready body.
- Woven polypropylene (PP) substrate — the mechanical spine
- Polyethylene (PE) liner — the hygiene and barrier engine
- Tie layers, coatings, and outer faces
- Additives that do real work
- Front-end: raw materials and incoming tests
- Midstream: conversion on European assets
- Back-end: quality audit and release
- Rice and grains
- Flour and starches
- Sugar and sweeteners
- Seeds and animal nutrition
- Fertilizers and micronutrients
- Salts and minerals
- Mechanics
- Moisture & chemistry
- Graphics & data
- Throughput
- Compliance & sustainability
- PP Woven Fabric Bags Analysis
- Heavy-Duty Woven Bags Guide
- PP Woven Bags Manufacturer
- Kraft Paper Laminated Woven Bags
- 1. The Structural Superiority of PE-Lined Woven Bags
- 2. Quality Control: Precision from Extrusion to Packaging
- 3. Durability Testing and Compliance
- 4. Sustainability: Aligning with Circular Economy Goals
- 5. FAQs: Simplifying Procurement Decisions
- 6. Industry Trends and VidePak’s Leadership
Opening Dialogue: Addressing Client Priorities
Client: “We need packaging that ensures product integrity during long-haul transportation while maximizing container efficiency. How do your PE-lined woven bags achieve this?”
VidePak: “Woven bags with PE liners combine puncture-resistant polypropylene (PP) fabrics with moisture-blocking polyethylene (PE) layers, offering 360° protection. At VidePak, we enhance logistics efficiency using 200-ton hydraulic balers—increasing container capacity by 25%—and palletized wrapping systems to eliminate transit damage. Our 30+ years of expertise ensure your goods arrive intact, every time.”
1. The Structural Superiority of PE-Lined Woven Bags
PE-lined woven bags are engineered for industries requiring stringent moisture and contamination control, such as chemicals, fertilizers, and food ingredients. The dual-layer design—woven PP exterior + PE film interior—provides:
- Moisture Resistance: ≤3% water vapor transmission rate (WVTR), critical for hygroscopic materials like ammonium nitrate.
- Tensile Strength: 45 MPa load capacity, 30% higher than single-layer woven bags.
- Customizable Seams: Ultrasonic welding eliminates needle holes, preventing micro-leaks in powdered goods.
Case Study: A Chilean fertilizer producer reduced transit losses by 40% after switching to VidePak’s PE-lined bags with reinforced block-bottom seams.
2. Quality Control: Precision from Extrusion to Packaging
2.1 Material Selection and Extrusion
VidePak uses virgin PP pellets (MFI 4–8 g/10min) for consistent filament quality. Our 16 extrusion lines operate at 220°C±2°C, ensuring:
- Filament Uniformity: 1.8–2.3 mm diameter with ≤0.05 mm tolerance, minimizing weak points.
- Additive Integration: UV stabilizers and anti-static agents are blended pre-extrusion, enhancing outdoor durability by 50%.
2.2 Weaving and Lamination
Starlinger circular looms produce 12×12 strands/inch² fabric, laminated with 80–120 micron PE film using:
- Adhesive Bonding: FDA-compliant polyurethane adhesives achieve peel strength ≥8 N/cm (tested per ASTM D903).
- Defect Detection: AI-powered cameras scan for pinholes or uneven lamination at 30 m/min.
2.3 Packaging Innovations
- 200-Ton Hydraulic Balers: Compress bags into 1.2 m³ bales, optimizing 40-foot container loads to 28,000 bags (vs. 22,000 with manual packing).
- Palletized Wrapping: Stretch film + corner guards reduce transit abrasion by 90%.
3. Durability Testing and Compliance
VidePak’s PE-lined bags exceed global standards through rigorous protocols:
| Test | Standard | VidePak Performance |
|---|---|---|
| Tensile Strength | ASTM D5034 | 45 MPa (PP) / 20 MPa (PE) |
| Seam Strength | ISO 13935-2 | 700 N/5cm |
| Moisture Permeability | ASTM E96 | 2.8 g/m²/day at 38°C, 90% RH |
| Cold Crack Resistance | ASTM D1790 | No fractures at -25°C |
Certifications: ISO 9001, BRCGS, FDA 21 CFR, EU REACH.
4. Sustainability: Aligning with Circular Economy Goals
- Recyclability: 98% PP/PE separation rate via VidePak’s take-back program.
- Solar-Powered Production: 2 MW rooftop system reduces carbon footprint by 1.2 tons per 10,000 bags.
For eco-conscious solutions, explore our sustainable PE-lined bags and advanced defect detection systems.
5. FAQs: Simplifying Procurement Decisions
Q1: What’s the MOQ for custom-printed PE-lined bags?
A: MOQ starts at 20,000 units, with 8-color Pantone matching included.
Q2: How do your bags perform in high-humidity ports like Singapore?
A: Our PE film blocks 97% humidity ingress, validated by 30-day exposure tests at 85% RH.
Q3: Are the adhesives safe for food-grade packaging?
A: Yes, all adhesives comply with FDA 21 CFR §175.105 for indirect food contact.
6. Industry Trends and VidePak’s Leadership
The global flexible packaging market, projected to reach $358 billion by 2028, demands innovations like:
- Smart Liners: RFID-enabled PE films for real-time moisture tracking.
- Bio-Based PE: 30% plant-derived films decomposing in 5 years.
References
- Smithers Pira, Global Flexible Packaging Market Report 2025.
- ASTM International, Standard Test Methods for Tensile Properties.
- VidePak Quality Assurance Manual, 2024.
Contact Us:
Website: www.pp-wovenbags.com
Email: info@pp-wovenbags.com
VidePak – Engineering Resilience, Delivering Trust.