
What exactly are Open Mouth PP Bags and why do they anchor so many food supply chains?
If you watch a high‑speed bagging line in a rice mill, sugar refinery, or flour plant, the choreography is deliberate: an empty sack is presented to the filling spout, a metered dose of product drops, air escapes, and the top is stitched or sealed; the bag glides to check‑weighing and palletizing. That sack—often a form of Open Mouth PP Bags—is more than fabric and thread. It is a purpose‑built shell engineered from woven polypropylene tape yarns, optionally laminated with film, optionally lined for hygiene, and geometrically tuned to sit square on a pallet and behave on conveyors. It is simple to use, yet sophisticated in its interplay of strength, barrier, machinability, print quality, and hygiene.
Within industry shorthand, you will encounter a family of interchangeable names that point at the same archetype or close variants: open mouth polypropylene woven bags, open‑top PP woven sacks, sewn open mouth WPP bags, and WPP open mouth sacks. Whether destined for 10 kg of fragrant rice, 25 kg of bread flour, 40 kg of feed premix, or 50 kg of sugar, the format emphasizes an open top for filling and a strong, reliable closure afterward. In essence: top‑load; then sew or seal. Straightforward. Reliable. Proven.
Key idea: the defining features are the open top and the woven PP backbone. Everything else—lamination, liner, gusset, block‑bottom, anti‑slip finish, micro‑perforation—are modular layers that tune performance for a particular product, process, and logistics journey.
From resin pellets to textile‑like fabric: what materials constitute Open Mouth PP Bags?
The structural core is a woven matrix of oriented polypropylene tapes. Polypropylene, with density near 0.9 g/cm³, delivers a high strength‑to‑weight ratio, excellent chemical resistance to salts and many organics, and low moisture uptake—properties that help a filled bag resist creep, abrasion, and humidity swings during storage and transport. For most food sacks, homopolymer PP grades dominate because they offer stiffness and tensile strength; in colder distribution climates, impact‑modified or copolymer blends may be introduced for improved low‑temperature toughness.
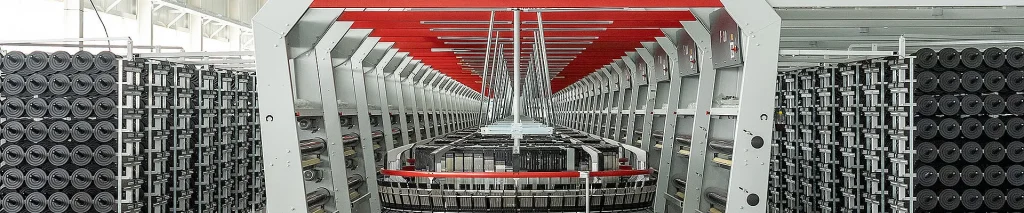
Those tapes are created by slit‑film extrusion and drawing: molten PP is cast as a thin sheet, slit into narrow ribbons, then stretched to orient polymer chains. Orientation dramatically boosts modulus and tensile performance. Weaving those oriented ribbons on circular or flat looms produces a fabric whose mesh (for example, 8×8 to 14×14 tapes per inch) and mass per area (commonly 80–200 gsm for food applications) determine porosity, tear resistance, and hand‑feel. This fabric is the canvas upon which the rest of the bag is composed.
Layer choices stack on the woven base to form distinct architectures:
- Uncoated fabric for breathability where slight vapor exchange is desirable (certain flours or pulses), accepting some dust bloom during filling.
- Extrusion coating with PP or PE film (circa 15–40 μm) to lower water vapor transmission rate (WVTR) and prevent sifting of fine powders.
- BOPP lamination (20–40 μm) to unlock high‑fidelity graphics, scuff resistance, and enhanced moisture barrier; matte BOPP can simulate a paper‑like aesthetic while glossy BOPP yields vivid shelf appeal.
- Internal liners—typically LDPE/LLDPE, sometimes HDPE, and for oxygen‑sensitive commodities a coextrusion featuring EVOH as the barrier layer—to provide a hygienic food‑contact surface and tuned barrier to moisture, oxygen, or aroma loss.
Functional additives polish the performance envelope. A small dose of UV stabilizer preserves tensile properties in sunlit yards. Antistatic masterbatch mitigates dust attraction and helps with safe filling of powders. Slip and antiblock additives in liners improve machinability. Color masterbatch defines brand identity while anti‑slip coatings on the exterior raise inter‑bag friction for safer pallet stacks. When a specification requires everything to recycle together, designers can keep all layers PP‑rich (fabric, coating, thread) to facilitate mono‑material recovery.
Closure style matters because the “open mouth” must become a secure mouth. The canonical approach is a chain‑stitch top, with or without crepe tape for sift‑proofing; for certain constructions that accept heat, engineered pinch‑top or seal‑top designs are possible. Bottom seams are typically sewn, sometimes reinforced with a double fold and additional tape. The liner, if present, can be tucked into the seam or left floating depending on cleanliness and barrier targets.
Which features distinguish Open Mouth PP Bags in daily operation?
Several traits explain their ubiquity from grain terminals to pet food plants, and from spice houses to sugar mills.
- Strength per gram. The oriented tape matrix resists tear and puncture far better than many mono‑film solutions at similar mass, enabling confident handling from 10 kg to 50 kg loads.
- Breathability tuned by design. Uncoated woven fabric breathes; coating or lamination closes pores; micro‑perforations re‑introduce controlled venting for fill‑time air release or aroma management. The designer dials the balance for the product.
- Hygiene and food contact readiness. With virgin resin, food‑grade colorants, and appropriate liners, the system aligns with recognized frameworks for plastics intended for food contact when validated and documented accordingly.
- High‑impact print surfaces. Lamination—especially BOPP—supports photorealistic imagery via gravure or high‑resolution flexo, matte or gloss finishes, metallic accents, and even window features for consumer trust.
- Operational friendliness. The open top mates with established open‑mouth fillers; consistent mouth geometry aids pick‑off and presentation; anti‑slip exteriors stabilize stacks; gussets and block‑bottoms optimize pallet cube.
- Recyclability pathways. Where designs favor PP throughout, reclaim is straightforward. Even when a PE liner is used, design‑for‑disassembly policies can improve post‑use sorting.
- Environmental robustness. Woven PP shrugs off scuffing and many humid climates. UV‑stabilized grades retain strength in outdoor staging; low water absorption avoids swelling or dimension drift.
Design lever: migrate between open mouth polypropylene woven bags with uncoated fabric for breathable staples, and BOPP laminated open mouth PP bags where graphics and moisture barrier dominate. Add a PE liner or an EVOH coex liner when oxygen or aroma control is critical.
From pellets to pallets: how are Open Mouth PP Bags manufactured—and where do equipment choices matter?
Viewed end‑to‑end, production resembles a disciplined textile‑plus‑converting workflow. It starts with resin selection and incoming inspection. It passes through tape extrusion, drawing, weaving, coating or lamination, printing, cutting and gusseting, sewing and seam forming, and finally finishing with stacked pallets of finished sacks. At each stage, process capability is king.
Upstream assurance—before a single tape is drawn:
- Procure virgin PP resin lots suitable for tape extrusion with a controlled melt flow rate window to stabilize draw behavior.
- Qualify additives masterbatch packages (UV, antistatic, slip, color) that are compatible with food contact, supported by declarations and certificates of analysis.
- For laminated constructions, approve BOPP films with tight gauge tolerance and reliable corona treatment levels; for liners, use LDPE/LLDPE/HDPE pellets or EVOH coextrusions as the spec requires.
- Run incoming tests: melt flow, density, ash (to screen filler content), and odor checks for pellets; gauge, haze, coefficient of friction, and surface energy for films.
Core conversion begins with tape extrusion and drawing on modern lines that prioritize uniform denier and stretch stability; that uniformity feeds loom efficiency and lifts the baseline tensile strength of the woven sheet. Circular or flat looms then weave the tapes into tubular or flat fabric with specified mesh and gsm. Coating with PP/PE or laminating with BOPP follows—each with its own control points for coat weight, adhesion, lay‑flat, and curl. Printing, whether via gravure or with contemporary flexo on capable presses, relies on register accuracy and ink transfer consistency. Downstream, precision cutting sets bag length, gusset formers sculpt volume, the mouth is hemmed or formed for the chosen closure, and robust sewing creates bottom seams. Liners are inserted as loose or fixed elements, depending on hygiene and barrier targets.
Quality control threads through the line: dimensions and mass checks, fabric and seam mechanics, functional leakage tests, color and register inspection, and food‑contact cleanliness checks. The rhythm is familiar to any world‑class packaging converter, yet the specifics of woven PP add nuances—tape fibrillation resistance, weave balance, and the interaction of coatings with woven texture.
Equipment note: many converters emphasize that high‑speed, energy‑efficient tape lines and reliable weaving looms raise consistency, while advanced printing and converting platforms stabilize register and reduce waste. The choice of platform is not cosmetic; it writes itself into the repeatability of the final bag.
Where do Open Mouth PP Bags perform best—and why do applications diverge?
Patterns emerge across categories. Bulk grains and cereals appreciate robustness and often prefer lamination for moisture control and shelf appearance, with windows on rice sacks to reveal grain quality. Flour and starch benefit from breathable or micro‑perforated constructions for air release during high‑speed filling. Sugar and salt require tougher surfaces and moisture resistance to avoid caking. Pulses and beans occupy the middle, sometimes choosing breathability, sometimes barrier. Coffee and cocoa care about puncture strength and oxygen barrier, often demanding liners with aroma preservation. Pet food blends retail theater with durability; block‑bottoms and premium graphics invite consumers while seams defend heavy kibble during transit. Seeds and agricultural inputs—adjacent to the food chain—layer UV stability and cleanliness on top of strength.
10–50 kg
typical fill range
80–200 gsm
fabric mass envelope
8×8 to 14×14
mesh window
15–40 μm
coating thickness
20–40 μm
BOPP laminate
Although those numbers are common, the optimal recipe must be tailored. A long, humid ocean voyage punishes poor barrier. A dusty mill tests seam sifting. A tall pallet in a dry climate reveals inter‑bag friction faults. Each scenario hands you a set of constraints, and Open Mouth PP Bags respond by swapping layers and finishes to meet them.
Quality, assured: how does VidePak design, control, and guarantee performance?
Assurance is built on four pillars that start at the dock, pass through every machine, and end with a locked pallet leaving the yard.
- Build to recognized methods and frameworks. Characteristics such as tensile strength, seam integrity, WVTR, and coefficient of friction are planned against standardized methods and verified with calibrated instruments in a documented system.
- Commit to 100% virgin, big‑brand raw materials. Virgin PP, BOPP, and PE feed consistent processes. Lot traceability and incoming testing are non‑negotiable.
- Run best‑in‑class platforms. High‑capability tape lines and looms, plus advanced flexographic or gravure presses and precise converting modules, underpin repeatability and visual quality.
- Layer inspections across the value stream. Incoming verification, in‑process SPC on critical parameters, and finished‑goods functional tests—combined with clear sampling plans—close the loop and document conformity.
The result is simple to state and hard to achieve consistently: bags that fill, close, stack, ship, and sell without surprises.
System thinking for Open Mouth PP Bags: decompose, optimize, recombine
When a buyer asks for a “25‑kilogram woven sack,” the real question is a system question: What is the physical behavior of the product? What are the hazards? What are the machinery interfaces? What does the journey look like—from filler to shelf? And what do brand and sustainability goals require? Break the problem into subsystems; then assemble a cohesive specification.
- Product and hazard profile. Particle size, abrasiveness, moisture sensitivity, electrostatic behavior—and whether the product has aroma or oxygen sensitivity—drive liner and barrier decisions.
- Performance targets. Fill weight and bulk density set bag geometry; drop height and stacking duration inform seam style and fabric gsm.
- Compliance and hygiene. Food‑contact declarations, migration testing if required, and hygienic handling protocols must be mapped up front.
- Operations and equipment fit. Existing fillers dictate mouth design; pallet patterns and truck limits favor certain dimensions and anti‑slip strategies; warehouse climate may trigger UV‑stabilized fabric.
- Brand and end‑of‑life goals. Graphics ambition points toward BOPP lamination; circularity goals may encourage mono‑material designs or easily separable liners.
Integration rule: converge on a master specification only after cross‑functional iteration—procurement, quality, operations, safety, marketing—have balanced cost, risk, and brand ambition. Then document, trial, and freeze.
Engineering detail: air management, seam integrity, anti‑slip behavior, and print durability
Several recurring engineering themes shape line performance and logistics outcomes.
Air management at fill. Fine powders trap air and “puff.” If the bag architecture is too tight, the filler must slow down. Options include micro‑perforations through laminate, hybrid “breathable” side panels, or in‑spout deaeration. Fabric porosity can be tuned by mesh and gsm; the art is in finding the smallest set of holes that still vents without compromising barrier.
Sift‑proofing. Dust leakage is not merely cosmetic; it is a sanitation and weight‑accuracy problem. Tactics include tape‑over‑sew seams, tighter stitch pitch, inner flaps, and sealant tapes. Needle choice and thread tension matter more than most people assume.
Seam strength. Bottom seams carry the heaviest loads and see shocks when a pallet stops or a forklift turns. Double‑fold, double‑chain stitches enhance safety; reinforcing tape spreads the load and reduces stress concentration. If heat‑seal tops are used, seal dwell and jaw temperature must match liner melt characteristics.
Anti‑slip and pallet security. Pallet slip‑shear topples stacks. Anti‑skid coatings or hot‑melt stripes increase inter‑bag friction, while gussets create square faces that wrap tighter. Coefficient of friction must be high enough for stack stability yet low enough for smooth conveyor travel.
Print durability. BOPP surfaces are naturally scuff‑resistant. For coated woven PP without laminate, higher‑solids inks and protective over‑varnishes reduce rub‑off. The target is an exterior that holds brand integrity from palletizer to point of sale.
Comparative lens: where do Open Mouth PP Bags sit relative to paper sacks and mono‑film poly sacks?
Comparisons are clarifying. Multiwall paper excels in print naturalism and recyclability streams in some regions; it can be pinch‑top sealed and stacked neatly. Its weakness lies in moisture sensitivity and lower puncture resistance at a given mass. Mono‑film PE sacks (tubular film FFS) heat‑seal quickly and offer robust moisture barrier, but large‑format film sacks may stretch or creep under prolonged static load, and tear propagation can be unforgiving. Open Mouth PP Bags strike a balance: a textile‑like backbone resists tear and creep; lamination elevates barrier and graphics; and the open‑mouth geometry allows use on legacy fillers without wholesale equipment change.
| Dimension | Open Mouth PP Bags | Multiwall Paper | Mono‑film PE (FFS/valve) |
|---|---|---|---|
| Strength per mass | High due to oriented tapes | Moderate; layers add strength | High tensile, lower tear resistance |
| Moisture behavior | Tunable via coating/laminate/liner | Sensitive unless poly‑lined | Excellent barrier |
| Print appearance | Excellent with BOPP lamination | Natural matte; very good | Good; depends on film/ink systems |
| Sealing/closure | Sewn or engineered seal | Pinch‑top, sewn, or valve | Heat‑sealed |
| Machinery fit | Works on open‑mouth lines | Open‑mouth lines with paper modules | FFS/valve lines (different equipment) |
| Recyclability | Strong when PP‑mono designs used | Good in paper streams | Good in PE streams |
None is a universal winner; fit the format to the job. Yet when ruggedness, graphics, and line compatibility must coexist, Open Mouth PP Bags often rise to the top.
Parameters that matter: a color table of specification levers
| Parameter | Typical Options / Range | Implications for Design |
|---|---|---|
| Bag capacity | 5–50 kg | Geometry and seam style scale with weight |
| Fabric gsm | 80–200 gsm | Higher gsm → strength; lower → breathability and cost |
| Mesh | 8×8 to 14×14 | Porosity and tear resistance tune here |
| Coating thickness | 15–40 μm | Dust‑tightness and WVTR control |
| Lamination | 20–40 μm BOPP | Graphics and scuff resistance |
| Liner | 40–120 μm PE; EVOH coex optional | Food contact, moisture and oxygen barrier |
| Mouth style | Sewn hem; tape‑over‑sew; engineered seal | Sewn is the canonical open‑mouth closure |
| Bottom seam | Single/double fold; double‑chain stitch | Reinforcement tape for heavy loads |
| Anti‑slip | Coating; hot‑melt stripes; micro‑texture | Pallet stability versus conveyor glide |
| Printing | Flexo or gravure on laminate/coating | Low‑migration inks for food contexts |
Use‑case recipes: from rice to pet food to cocoa
Rice and cereals (10–25 kg). A frequent profile uses 120–140 gsm fabric with BOPP lamination (gloss or matte, often with a transparent window for the grain), anti‑slip stripes, and side gussets. Sew‑top with tape‑over‑sew is typical; a clear PE liner may be added for humidity control.
Flour and starch (20–25 kg). 100–120 gsm fabric, uncoated or lightly coated with micro‑perforations to vent air at fill. Focus on sift‑proof seams and, if necessary, antistatic treatment.
Sugar and salt (25–50 kg). 140–180 gsm coated fabric, reinforced bottom seams, and optional PE liner; corner wear resistance becomes important due to crystalline abrasion.
Pulses and beans (25–50 kg). 120–160 gsm, often coated; side gussets for cubing; moderate anti‑slip to secure pallet stacks.
Pet food and premixes (5–20 kg). BOPP lamination with high‑impact imagery, block‑bottom options for retail presentation, and engineered seal tops when specified for convenience and tamper evidence.
Coffee and cocoa (20–30 kg). 140–160 gsm fabric plus a liner featuring EVOH for aroma retention; low‑odor inks and resins to preserve organoleptics.
Checklist before you freeze the spec for Open Mouth PP Bags
- Define the product: density, particle size, moisture, abrasiveness, aroma sensitivity.
- Set performance targets: drop height, stacking days, pallet pattern, shipping routes.
- Choose barrier level: breathable versus coated versus laminate plus liner; consider micro‑perforations.
- Pick mouth and bottom: sewn versus engineered seal; single versus double fold; tape‑over‑sew for powders.
- Plan graphics: printing method, matte or gloss finish, windows, color management.
- Confirm compliance: food contact documentation and, when relevant, migration testing plan; hygiene SOPs.
- Consider end‑of‑life: mono‑material PP designs, liner separability, recycling marks and instructions.
- Qualify before rollout: pilot at line speed, pallet tests, and acceptance sampling plan.
Failure modes and mitigations in Open Mouth PP Bags
- Sifting at seams. Use tape‑over‑sew, adjust stitch pitch, add inner flaps or sealant tapes; validate under vibration.
- Lamination delamination. Control adhesion and corona treatment; ensure ink and adhesive compatibility; monitor register and tension in printing.
- Mouth curl after lamination. Balance laminate tensions; condition webs before cutting; adjust lay‑flat control.
- Pallet slip‑shear. Introduce anti‑slip coatings or stripes; tune gusset geometry; monitor COF window.
- Scuffed graphics. Favor BOPP surfaces and/or protective over‑varnish; simulate shipping rubs.
- Length variability causing misfeeds. Hold tight SPC on cut length; keep loom and winder tolerance disciplined.
Frequently asked technical questions about Open Mouth PP Bags
Can these bags be fully mono‑material for simplified recycling? Yes. Select PP fabric plus PP coating and PP sewing thread; avoid PE liners when barrier allows; formulate inks and adhesives with PP recovery in mind.
How do you balance fill‑time venting with transit moisture protection? Use micro‑perforations, breathable side panels, or in‑spout deaeration; validate by combining line‑speed trials with barrier measurements to ensure the vent path is sufficient yet not excessive.
Are seal‑top formats viable on woven structures? With PP‑rich laminate or liners and engineered mouth geometries, pinch‑top seals are feasible; still, sewn open mouth remains the most forgiving on legacy lines.
What is the interplay of denier and gsm? Denier governs individual tape strength and the fabric’s tactile properties; gsm multiplied by bag area drives mass and cost. Mesh ties them together: increase mesh and denier for tear‑resistant, low‑porosity fabrics; decrease for breathability and cost savings.
Do UV stabilizers jeopardize food contact? Use food‑grade stabilizers and validate with migration and sensory tests when needed; the dosage is low and encapsulated in the polymer matrix.
Keyword strategy and long‑tail phrasing for discoverability
Without resorting to jargon, you can naturally incorporate the phrases buyers actually use. The core anchor remains Open Mouth PP Bags. Surround it with semantically close phrases in sentences that add meaning, not clutter: open mouth polypropylene woven bags, open‑top PP woven sacks, sewn open mouth WPP bags, BOPP laminated open mouth PP bags, PP woven flour sacks, open mouth rice bags, open mouth feed sacks, woven polypropylene food bags, block‑bottom open mouth bags, gusseted open mouth bags, and open mouth sacks with liners. Place them where they explain options, trade‑offs, or use‑cases; avoid dumping them in lists without context.
A card of practical checks for line engineers
- Confirm the mouth geometry matches the filler spout; adjust hem stiffness if the picker hesitates.
- Measure coefficient of friction after printing/lamination; if stacks slide, add anti‑slip stripes or change the coating.
- Weigh at start‑up and end‑of‑run; watch for creeping length or seam allowance drift as machines warm.
- For powder fills, test multiple micro‑perforation patterns at production speed, not on benchtop rigs.
- When switching to a laminated, windowed design, confirm window lay‑flat and curl; small residual curl can cascade into mispicks.
Colored table: materials, functions, and why each layer exists
| Layer / Material | Primary function | Why it matters |
|---|---|---|
| Woven PP fabric | Structural strength and tear resistance | High strength‑to‑weight; rugged; recyclable pathways exist |
| PP/PE coating | Dust and moisture barrier; cleaner exterior | Prevents sifting and lowers WVTR while preserving stiffness |
| BOPP laminate | Premium print surface; scuff‑resistant shell | Brand impact and shelf life; supports high‑fidelity graphics |
| PE liner (LD/LL/HD) | Food‑contact hygiene and sealability | Controls moisture ingress; easy to heat‑seal; protects aroma |
| EVOH coex | Oxygen barrier in a multilayer liner | Preserves volatile aroma compounds (coffee, spices) |
| UV masterbatch | Sunlight stability | Maintains tensile properties during outdoor staging |
| Antistatic masterbatch | Static control during powder filling | Safety and cleanliness; minimizes dust attraction |
| Anti‑slip coating | Pallet stability | Prevents slip‑shear in tall stacks |
A note on standards, methods, and documentation
Specifications reference test methods to ensure that a bag which looks right also behaves right. Fabric tensile can be verified with adapted textile methods. Seal and seam strength are measured by standard peel or pull tests. Moisture barrier is characterized by water vapor transmission rate; friction by standard COF protocols. When food contact is relevant, migration testing and supplier declarations support compliance. None of these acronyms add value unless they are mapped to acceptance criteria and sampling plans. The recipe is practical: define, measure, record, improve.
Process capability: why uniform tapes and stable register create quiet factories
Factories that feel calm during peak season tend to share two habits. First, their tape extrusion and drawing lines produce uniform denier with low coefficient of variation; those tapes behave on looms the way musicians follow a metronome. Second, their printing and converting centers hold register, tension, and lay‑flat stable across shifts; that stability reduces set‑up scrap and makes downstream equipment more forgiving. When denier spikes or register drifts, misfeeds and rework multiply. The quiet factory is not boring; it is efficient.
Sustainability angles for Open Mouth PP Bags: design choices with downstream consequences
There is no single sustainability switch to flip, but multiple dials to tune. Reduce mass by smart mesh/gsm trade‑offs without compromising safety margins. Prefer PP‑mono constructions when the application’s barrier needs permit. Where a liner is essential, make it separable and clearly labeled. Optimize pallet cube with gussets and block‑bottoms to cut freight emissions per unit. Favor energy‑efficient equipment and processes. Design artwork to survive scuffing and reduce reprint‑driven waste. Above all, treat the specification as a living document that can evolve as recyclate streams and regional policies change.
An inline reference for buyers exploring laminated options
For programs that require high‑fidelity imagery and elevated moisture barrier, laminated formats can be decisive. You can learn more here: Explore laminated PP woven options for brand‑grade graphics and barrier.
Rhetorical interlude: questions engineers ask themselves
What fails first: the seam or the fabric? What slows you down: trapped air or mouth pick‑off? What costs more over a year: two grams of fabric per bag, or a single toppled pallet every other week? Why should a print that dazzles at the art desk succumb to rub‑off in the second truck? And when the answer is “it depends,” on what exactly does it depend? On denier and mesh, on coat weight and laminate adhesion, on stitch pitch and thread tension, on COF and curl. The point is not to obsess over every variable; it is to identify the vital few for your product and your line—and to control them relentlessly.
A compact glossary aligned to Open Mouth PP Bags
- Raffia tape: Oriented PP ribbons slit from a cast film and drawn to align polymer chains.
- GSM: Grams per square meter; mass per area for fabric.
- WVTR: Water vapor transmission rate; lower is better for moisture‑sensitive goods.
- COF: Coefficient of friction; affects pallet stability and conveyor travel.
- Block‑bottom: A construction giving a square base for shelf presence and pallet cubing.
- Micro‑perforation: Controlled holes to vent air without destroying barrier.
Putting it all together: a narrative example
Imagine a miller shipping 25‑kilogram bags of premium long‑grain rice through a hot, humid port to a temperate retail market. The product marketing team wants bright images and a transparent window. Operations needs a bag that runs on an existing open‑mouth line at 20 bags per minute. Logistics wants 1.2‑meter pallets that stack five layers high without slippage. Quality wants zero sifting, and sustainability pushes for recoverable materials.
A cohesive specification might read like this: woven PP fabric at 130 gsm with 12×12 mesh; BOPP laminate at 25 μm with a 30‑mm window; anti‑slip micro‑texture; side gussets; sewn top with tape‑over‑sew; double‑fold bottom seam with reinforcing tape; optional 60 μm clear PE liner; controlled micro‑perforation pattern only near the mouth to vent fill‑air. COF tested and held between 0.35 and 0.45. Stack test passed at five layers for seven days without slip‑shear. Visual rub test passed after a simulated shipping cycle. It reads like a checklist because it is one. And it works because the pieces reinforce each other—graphics protected by laminate, stacks held by anti‑slip, seams defended by reinforcement, and line speed preserved by micro‑perforations.
Closing remarks woven into practice
Open Mouth PP Bags are a platform, not a single SKU. With a woven backbone that balances strength and mass, with lamination and liners that raise barrier and brand presence, with closures that respect legacy equipment, and with a specification discipline that treats tests as signposts rather than hurdles, the format continues to thrive across food and agri‑food logistics. When you adjust mesh, gsm, laminate, liner, seam, and surface in concert, the result is not just a container; it is a quiet promise that the product inside will arrive intact, weigh correctly, stack safely, and look the way the brand imagined it.
October 27, 2025
- What exactly are Open Mouth PP Bags and why do they anchor so many food supply chains?
- From resin pellets to textile‑like fabric: what materials constitute Open Mouth PP Bags?
- Which features distinguish Open Mouth PP Bags in daily operation?
- From pellets to pallets: how are Open Mouth PP Bags manufactured—and where do equipment choices matter?
- Where do Open Mouth PP Bags perform best—and why do applications diverge?
- Quality, assured: how does VidePak design, control, and guarantee performance?
- System thinking for Open Mouth PP Bags: decompose, optimize, recombine
- Engineering detail: air management, seam integrity, anti‑slip behavior, and print durability
- Comparative lens: where do Open Mouth PP Bags sit relative to paper sacks and mono‑film poly sacks?
- Parameters that matter: a color table of specification levers
- Use‑case recipes: from rice to pet food to cocoa
- Checklist before you freeze the spec for Open Mouth PP Bags
- Failure modes and mitigations in Open Mouth PP Bags
- Frequently asked technical questions about Open Mouth PP Bags
- Keyword strategy and long‑tail phrasing for discoverability
- A card of practical checks for line engineers
- Colored table: materials, functions, and why each layer exists
- A note on standards, methods, and documentation
- Process capability: why uniform tapes and stable register create quiet factories
- Sustainability angles for Open Mouth PP Bags: design choices with downstream consequences
- An inline reference for buyers exploring laminated options
- Rhetorical interlude: questions engineers ask themselves
- A compact glossary aligned to Open Mouth PP Bags
- Putting it all together: a narrative example
- Closing remarks woven into practice
Imagine a procurement manager at a multinational food distributor asking, “How can we balance durability, sustainability, and customization in our bulk food packaging?” The answer lies in three pillars: recyclable polypropylene (PP) materials, biodegradable innovations, and industry-specific customization. Open mouth PP bags from VidePak reduce waste by 40%, withstand 50 kg loads without rupture, and adapt to diverse sector needs—from grains to powdered additives—while aligning with global sustainability mandates like the EU Circular Economy Package.*
1. Why Open Mouth PP Bags Dominate Modern Food Packaging
Open mouth PP bags have become indispensable in food logistics due to their structural integrity and adaptability. A 2024 report by the Flexible Packaging Association revealed that PP-based solutions account for 68% of bulk food packaging globally, driven by their moisture resistance (<2 g/m²/day WVTR) and tensile strength (≥40 N/mm²) . For example, rice exporters in Southeast Asia using VidePak’s 140 GSM laminated PP bags reduced spillage from 5% to 0.3% during maritime transit, saving $120,000 annually in product loss.
2. Future Trends: Sustainability Meets Customization
The packaging industry is undergoing a paradigm shift toward circular economies and tailored solutions.
2.1 Recyclable Materials: Closing the Loop
VidePak’s PP bags are 100% recyclable, with post-consumer waste reprocessed into non-food-grade products like construction materials. Our collaboration with EU-certified recyclers ensures compliance with Directive 94/62/EC, achieving a 92% recovery rate for used bags.
2.2 Biodegradable Innovations
To address landfill concerns, VidePak introduced OXO-biodegradable PP blends that decompose within 2–5 years under UV exposure. Independent tests by the European Bioplastics Association confirm a 60% reduction in microplastic residues compared to conventional PP.
2.3 Industry-Specific Customization
- Grains & Cereals: Anti-static liners prevent dust explosions in flour packaging (surface resistivity: 10⁶–10⁸ Ω/sq).
- Spices & Additives: Lightweight 80 GSM bags with UV-blocking BOPP laminates preserve volatile oils.
- Frozen Foods: Cold-chain optimized seams withstand -30°C without brittleness.
3. Technical Specifications: Precision Engineering for Diverse Needs
VidePak’s open mouth PP bags are engineered to meet rigorous industrial demands:
| Parameter | Range | Application Example |
|---|---|---|
| Thickness | 0.08–0.15 mm | 0.10 mm for rice, 0.15 mm for sharp-edged salts |
| Fabric GSM | 80–200 GSM | 120 GSM for flour, 200 GSM for abrasive additives |
| Bag Size | 25 cm × 40 cm to 100 cm × 150 cm | 25 kg sugar, 1-ton FIBC bulk grains |
| Load Capacity | 10–1,500 kg | 50 kg coffee beans, 1-ton pet food |
4. VidePak’s Manufacturing Excellence
Founded in 2008 by CEO Ray Chiang, VidePak combines 30+ years of expertise with cutting-edge technology:
- Production Capacity: 100+ Starlinger circular looms and 30 lamination machines enable 12,000 MT/month output.
- Certifications: ISO 9001, ISO 14001, and FDA 21 CFR §177.1520 for direct food contact.
- Customization: 8-color flexographic printing, FIBC compatibility, and anti-microbial coatings.
A case study with a Brazilian coffee exporter demonstrated VidePak’s agility: customized valve-equipped PP bags reduced filling time by 30% and eliminated dust leakage during transport.
5. FAQs: Addressing Key Client Concerns
Q1: How do I choose between 120 GSM and 200 GSM fabric?
A: 120 GSM suits lightweight powders like spices, while 200 GSM is ideal for sharp materials like rock salt.
Q2: Are VidePak’s bags suitable for organic certification?
A: Yes. Our food-grade PE liners meet EU Organic Regulation (EC) No 834/2007 standards.
Q3: What’s the minimum order quantity (MOQ)?
A: MOQ starts at 5,000 units, with flexible batch customization for niche markets.
6. References
- Flexible Packaging Association. (2024). Global Trends in Food Packaging.
- European Bioplastics Association. (2023). Biodegradability Testing of PP Blends.
- VidePak Company Profile: www.pp-wovenbags.com | Email: info@pp-wovenbags.com
Explore our innovations in sustainable food packaging: PP Woven Bags for Bulk Handling and Eco-Friendly Solutions for Chemical Powders.