What are Block Bottom PP Bags? Definition, scope, and the names people actually use
In construction supply chains where powders, granules, and blends must move with speed and predictability, Block Bottom PP Bags stand out as the practical interface between material science and job‑site reality. They are polypropylene woven sacks whose base is formed into a square or rectangular block; corners are thermally fused so the bag stands upright during filling and stacks into cuboid layers on pallets. The geometry is not an aesthetic choice; it redistributes stress away from longitudinal seams, reduces bulging, limits rolling, and stabilizes pallet loads. While different regions prefer different labels, they all point to the same packaging architecture: Block Bottom Bags, Block Bottom Valve Bags, Block Bottom sacks, and BOPP Block Bottom Bags. Whether the structure integrates a valve sleeve or a BOPP film, the family remains the same—an engineered, square‑bottom polypropylene sack designed for 10–50 kg fills of cement, dry mortar, gypsum, tile adhesive, mineral fillers, or refractory powders.
Rhetorical lens: Why should a bag stand upright? Because speed matters; because spillage costs; because pallets travel; because brands must survive scuffs, rain, and forklifts. A static shape becomes a dynamic advantage when thousands of units flow through automated fillers and long‑haul routes.
Materials and layers: what builds the performance of Block Bottom PP Bags
A bag is a system, not a sheet. The core substrate is woven polypropylene fabric from oriented tapes; a coating or a BOPP laminate manages dust and moisture; a valve sleeve orchestrates high‑speed filling; optional liners extend barrier integrity. Each layer is chosen for a reason, placed for a purpose, and tuned to the powder’s behavior.
Woven fabric (structural backbone)
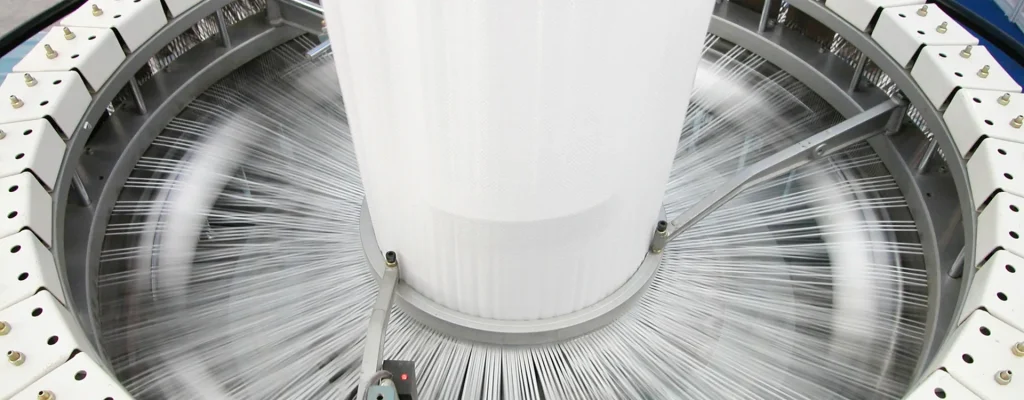
Extruded PP tapes are slit and drawn to gain tensile strength, then woven (circular or flat looms). The matrix resists tear, split, and puncture. Typical fabric mass: 65–120 g/m²; tape denier: 700–1400D. Orientation and picks‑per‑inch govern porosity and strength; both influence cost.
Coating (moisture & dust management)
A thin polypropylene coating (≈18–35 μm) heat‑bonds to the fabric. It tightens the matrix, reduces dust egress, improves print holdout, and raises moisture resistance. Micro‑perforation can reintroduce breathability to vent trapped air during filling.
BOPP lamination (graphics & barrier)
Biaxially oriented polypropylene brings gloss, stiffness, and reverse‑print protection. Film gauges of ~18–25 μm host high‑fidelity artwork, QR codes, and regulatory icons; lamination bonds maintain scuff resistance across rough distribution cycles.
Valve sleeve & liners (filling control)
A pre‑formed valve sleeve interfaces with gravity or air‑pack nozzles for fast, clean filling—often self‑closing as back‑pressure rises. Optional LDPE/LLDPE liners tighten MVTR for hygroscopic powders like gypsum blends.
| Layer | Typical spec | Primary function | Design trade‑off |
|---|---|---|---|
| Woven PP fabric | 65–120 g/m²; 700–1400D tapes | Strength, tear resistance, stack stability | Higher GSM increases cost but protects against abrasive powders |
| PP coating | 18–35 μm | Dust & moisture control; print holdout | Reduced breathability unless micro‑perforated |
| BOPP film | 18–25 μm, reverse‑printed | High‑impact graphics, scuff resistance, UV options | Adds cost; requires bonding control |
| Valve & liner | PP/PE sleeves; LDPE 25–60 μm liner | Fast filling, self‑closure, enhanced MVTR | Valve geometry complicates sealing; liner adds material mass |
Keyword focus: To preserve clarity and relevance, the narrative will repeatedly and intentionally emphasize Block Bottom PP Bags, Block Bottom Bags, Block Bottom Valve Bags, and BOPP Block Bottom Bags, alongside long‑tail phrases like square‑bottom polypropylene valve sacks for cement, BOPP laminated block bottom bags for mortar, and moisture‑resistant PP valve bags for gypsum.
Feature set of Block Bottom PP Bags: speed, control, and cube
When engineers talk about performance, they mean fewer stoppages, cleaner lines, and pallets that do not sway. That is precisely what Block Bottom PP Bags deliver. The standing base couples quickly with nozzles. The corner valve accelerates filling, drains air, and closes under back‑pressure. The block profile stacks neatly, cutting voids and improving freight density. What seems simple—shape, sleeve, film—becomes the reason operators breathe easier and accountants smile.
- Machine‑friendly: a stable footprint, predictable valve geometry, and configurable venting shorten fill time and reduce dusting.
- Warehouse‑smart: the cuboid profile improves layer stability, lowers wrap consumption, and resists leaning stacks.
- Moisture‑disciplined: coatings, liners, and laminates reduce ingress; outer surfaces wipe clean and resist scuffs.
- Brand‑forward: reverse‑printed BOPP preserves color, codes, and icons through rough handling and rain.
- Cost‑aware: lower damage rates and tighter pallets translate directly into total‑system savings.
Is a bag merely a container, or is it a conveyor of promises—of weight accuracy, of clean sites, of intact branding? The answer arrives not in slogans but in fewer re‑bags, fewer claims, fewer returns.
Production journey of Block Bottom PP Bags: from pellets to pallets
A reliable bag is the sum of controlled stages. Each adds capability and risk; each requires measurement. The journey starts with resin selection and ends with palletized units that survive transport. Equipment matters. Parameters matter. Habitually checking them matters even more.
- Incoming control: verify homopolymer or impact‑copolymer PP, check melt flow index, moisture, and contamination; audit BOPP film thickness, surface energy after corona, and roll alignment; validate valve web stiffness and liner gauge; log COAs and traceability codes.
- Extrusion & drawing: stabilize die temperatures, chill‑roll setpoints, draw ratios; manage in‑line edge‑trim refeed; monitor tape tensile and elongation.
- Weaving: set warp tensions and picks‑per‑inch; maintain loom health; control humidity to prevent static and broken ends.
- Coating & lamination: apply PP coating or laminate reverse‑printed BOPP; control nip pressure and temperature; add micro‑perforation where venting is needed.
- Printing: match ink viscosity to anilox or cylinders; inspect registration; capture ΔE targets; scan codes in‑line.
- Tube forming & valve insertion: cut to length, seam where applicable, and insert the valve sleeve with accurate geometry for the target nozzle.
- Block‑bottom forming: fold layers into a rigid square base and heat‑seal or ultrasonically seal corners; press, cool, and verify fusion integrity.
- Packout: trim, count, stack, and wrap; validate bundle count and pallet containment force.
| Stage | Frequent failure | Preventive control |
|---|---|---|
| Extrusion | Gauge bands, gels, poor draw | MFI window, temperature profile, chill roll stability |
| Weaving | Broken tapes, mis‑picks | Warp tension, PPI, loom maintenance |
| Coating/lamination | Poor adhesion, curl, haze | Corona strength, nip/temperature control, alignment |
| Printing | Color drift, scuffing | Viscosity control, drying capacity, inline vision |
| Bottom & corners | Weak fusion, pinholes | Seal temperature/pressure/dwell, corner pressing geometry |
Equipment note: VidePak deploys Austrian Starlinger technology for precision tape extrusion, weaving, and block‑bottom forming, and German W&H systems for web handling and printing. The outcome is repeatable geometry, dependable seal strength, and artwork that survives construction‑site abuse.
Applications that prove the point
Most buyers first meet Block Bottom PP Bags in cement, but the use‑cases run wider and deeper. Whenever fill weights cluster around 10–50 kg and the product is dusty, abrasive, or hygroscopic, the square‑bottom valve architecture brings order to chaos.
- Cement and blended cement (OPC, PPC, slag, fly‑ash variants)
- Dry‑mix mortars: render, plaster, repair, self‑leveling compounds
- Tile adhesive and grout (cementitious, polymer‑modified)
- Gypsum‑based plasters and joint compounds
- Putty powders and skim coats
- Refractory minerals and industrial fillers (alumina, silica, limestone)
- Aggregates and kiln‑dried sands
- Spill‑sensitive chemicals, salts, and fertilizers
Related reading: moisture defense
Explore waterproof woven solutions for waste and recycling contexts, and reflect on their transferability to construction powders: how waterproof woven packaging underpins reliable containment.
Recycling perspectives
Consider how block BOPP structures intersect with recovery streams and circularity claims: recyclability narratives for laminated bags.
Valve formats compared
Understand paper‑valve woven designs and where they win or lose on modern equipment: paper‑valve woven configurations on Starlinger lines.
How VidePak assures quality in Block Bottom PP Bags
Assurance is not a slogan; it is a sequence. VidePak aligns materials, machines, and measurement around four pillars that keep Block Bottom PP Bags predictable even as volumes increase and artworks change.
- Standards‑driven practice: Design and test plans reference mainstream specifications across dimensions, seals, mechanical strength, and transport simulation. Processes run against documented setpoints with SPC sampling and lot‑release audits.
- All‑new raw materials: Virgin PP resins, masterbatches, BOPP films, and liners are sourced from audited suppliers under COA verification and random testing.
- Equipment pedigree: Starlinger for extrusion/weaving/forming; W&H for printing/web handling—capability that converts into bag‑to‑bag repeatability.
- Layered inspection: incoming verification, in‑process checks, finished‑goods audits, and randomized transport simulations; non‑conformities trigger CAPA loops with documented fixes.
Question to the reader: When failure modes are known, why leave them to chance? When data exists, why rely on opinion? When equipment can be measured, why not measure often?
System thinking for specification: decomposing choices, recombining wins
Great specifications are built, not guessed. Start with the powder’s physics, move through filler behavior, and end at pallets and trucks. Tie each choice to a measurable outcome. Then, and only then, lock the spec.
Powder behavior → fill & seal
Fine powders trap air; use micro‑perfs or vented patches. Hygroscopic blends need liners or thicker coating. Abrasive aggregates argue for higher GSM and corner reinforcement.
Filler capability → valve geometry
Gravity, air‑pack, or impeller fillers demand distinct sleeve stiffness and inlet sizes to achieve clean cutoff and self‑closure at target line speed.
Logistics → cube & friction
Match dimensions to pallet patterns; specify COF for conveyors and warehouse floors; verify stack height with compression and drop tests.
Brand & compliance → print substrate
Reverse‑printed BOPP secures durable, legible artwork and codes; ensure regional labeling rules are met for additives or hazard claims.
Structured parameter sheet for Block Bottom PP Bags
| Parameter | Typical range / option | Why it matters |
|---|---|---|
| Nominal fill | 10 / 20 / 25 / 40 / 50 kg | Drives bag size, fabric GSM, and bottom geometry |
| Fabric GSM | 65–120 g/m² | Balances strength and cost; impacts abrasion resistance |
| Coating thickness | 18–35 μm | Controls dust/moisture; affects venting strategy |
| BOPP film | 18–25 μm, reverse‑printed | Enhances graphics, scuff & UV resistance |
| Valve sleeve | PP‑coated fabric or PE; self‑closing option | Couples with filler nozzle; manages leaks |
| Venting | None / micro‑perfs / vent patches | Shortens fill time; limits dust |
| Liner | LDPE 25–60 μm (optional) | Improves MVTR for hygroscopic products |
| COF target | 0.35–0.60 | Impacts pallet stability and conveying |
| UV stability | 6–12 months outdoor | Addresses yard storage exposure |
Comparisons that sharpen decisions
Procurement is a landscape of trade‑offs. Block Bottom PP Bags often replace multiwall paper sacks or PE FFS tubular films. Against paper, they resist humidity and abrasion better, while achieving lighter mass at equivalent strength. Against FFS films, they require lower capital on fillers and stand more neatly for manual handling, while approaching parity on dust control when the right valve and vents are specified. Do they solve every problem? No. Do they solve the common ones—filling speed, dust, pallet stability—remarkably well? Yes.
Perspective on square‑bottom evolution
For technology trajectories and future directions in square‑bottom valve formats, see a forward look at square‑bottom polypropylene valve bags.
Big‑bag context
When volumes exceed the 50 kg class, anti‑bulge FIBC designs take over; contrast their load behavior with valve sacks here: how anti‑bulge bulk bags manage deformation.
Tubular systems and PP granules
Understand tubular woven options and why PP granule quality can make or break FFS performance: material quality at the heart of tubular FFS systems.
End‑to‑end implementation for Block Bottom PP Bags
Turn intent into outcomes. Start with a requirements workshop, move to manufacturability review, trial the proposed structure on your filler, then release mass production with a documented test matrix. Capture what worked, revise what did not, and standardize the learnings. That rhythm—specify, test, learn, lock—is how high‑volume packaging stabilizes.
- Gather powder data, target fill weights, filler type, storage climate, pallet pattern, and labeling rules.
- Review proposed GSM, coating/lamination stack, valve geometry, vents, and liner need; verify on Starlinger and W&H capability windows.
- Run pre‑production samples. Measure fill time, weight dispersion, and dusting; adjust venting and sleeve stiffness.
- Lock artwork with reverse‑printed BOPP; validate scuff resistance and code readability.
- Release lot‑based QC with drop, COF, and MVTR checks; palletize to the chosen pattern and wrap force.
- Audit random pallets via transport simulation; feed results to CAPA and continuous improvement.
Extended keyword map for clarity and discoverability
Anchoring the terminology improves clarity across procurement, engineering, and marketing teams. The following are intentionally repeated for emphasis and alignment.
| Primary focus term | Close variant / long‑tail | Usage note |
|---|---|---|
| Block Bottom PP Bags | square‑bottom polypropylene valve sacks; PP woven square‑base bags | Use as the umbrella term when discussing the family |
| Block Bottom Bags | block bottom cement sacks; block bottom mortar bags | General term; pair with product type (cement, gypsum, etc.) |
| Block Bottom Valve Bags | moisture‑resistant valve bags for tile adhesive; gypsum valve sacks | Use when filling speed and dust control are the priority |
| BOPP Block Bottom Bags | BOPP laminated block bottom bags for mortar | Use when artwork durability and shelf appeal matter most |
A practical checklist for procurement teams
- Fill weight and acceptable variance; target line speed; filler type
- Fabric GSM, coating weight, and BOPP spec; venting approach
- Valve sleeve geometry, stiffness, and self‑closure behavior
- Liner need, gauge, and attachment method (loose vs. spot‑glued)
- Dimensions aligned to pallet pattern; COF requirement; UV stability months
- Print method, color count, code placement, abrasion targets
- Lot‑release matrix: dimensions, seals, drop height & cycles, COF, MVTR where relevant
- Audit cadence: random transport simulations and CAPA loop timing
Parallelism, on purpose: Specify, test, learn, lock. Measure, compare, improve, repeat. Define, align, execute, review. The rhythm turns procurement into performance.
Artwork handover and durability on BOPP
Reverse‑printed BOPP protects imagery beneath the film; scuff resistance improves; color drift narrows. Hand over vector files with Pantone references, maintain bleed, and keep small text away from fold lines. Approve proofs to defined ΔE tolerances. Place codes where abrasion is lowest and scanners can see them during line checks and warehouse operations.
Maintenance attention points across the line
- Extrusion: clean die lips; stabilize temperature ramps; monitor chill‑roll temperature.
- Weaving: track ends‑down; maintain spares; log warp tension.
- Coating/lamination: verify corona strength; check nip hardness; calibrate gauges.
- Printing: standardize ink blends; clean anilox/cylinders; use camera inspection.
- Converting: calibrate seal bars; verify corner dwell; audit valve insertion jigs.
- QA: rotate inspectors; maintain golden samples and retain boards; run blind repeats.
Cost modeling beyond the unit price
Unit price is visible; total cost of use is decisive. Faster filling shortens labor per ton; better cube compresses freight per pallet; lower damage curbs re‑bagging and claims; stable artwork reduces returns from mis‑reads. Model two pallets across your line and transport network. Measure fill time, weight variance, dust index, and stack tilt. Let data arbitrate the structure for your Block Bottom PP Bags.
Frequently asked questions, answered directly
Can Block Bottom PP Bags run on both gravity and air‑pack fillers? Yes; sleeve geometry and venting are tuned accordingly. Are laminated bags recoverable? In many regions, mono‑polyolefin streams accept PP fabric with PP/BOPP interfaces—verify locally. How do you pick GSM? Start from drop tests and abrasion severity; add reinforcement where needed. Do you always need liners? No; choose them for highly hygroscopic blends and very low MVTR targets.
Cross‑domain references for broader context
Packaging is an ecosystem. Strength in one domain often informs another. For example, moisture management and recyclability debates in waste handling feed directly into specification choices for construction powders. Explore additional context:
- approaches to waterproof woven containment
- laminated block bags and recovery systems
- paper valve woven designs on modern equipment
- kraft paper woven roles and competitive dynamics
- technology pathways for square‑bottom PP valve formats
- anti‑bulge FIBC behavior under load
- tubular woven options and PP granule quality
2025-11-27
- What are Block Bottom PP Bags? Definition, scope, and the names people actually use
- Materials and layers: what builds the performance of Block Bottom PP Bags
- Feature set of Block Bottom PP Bags: speed, control, and cube
- Production journey of Block Bottom PP Bags: from pellets to pallets
- Applications that prove the point
- How VidePak assures quality in Block Bottom PP Bags
- System thinking for specification: decomposing choices, recombining wins
- Structured parameter sheet for Block Bottom PP Bags
- Comparisons that sharpen decisions
- End‑to‑end implementation for Block Bottom PP Bags
- Extended keyword map for clarity and discoverability
- A practical checklist for procurement teams
- Artwork handover and durability on BOPP
- Maintenance attention points across the line
- Cost modeling beyond the unit price
- Frequently asked questions, answered directly
- Cross‑domain references for broader context
**In this article, we address a critical question for construction industry stakeholders: *How can businesses optimize material handling, reduce waste, and ensure cost-efficiency in bulk packaging?* The answer lies in three pillars: [1] *precision-engineered material science*, [2] *market-specific customization*, and [3] **globally recognized certifications. Backed by VidePak’s 17 years of expertise and ISO-certified manufacturing, we provide actionable insights, validated data, and case studies to empower your procurement strategy.
1. Why Block Bottom PP Bags Dominate Construction Logistics
1.1 Structural Superiority
Block bottom PP bags are engineered with flat-bottom designs and reinforced seams to withstand rigorous handling of abrasive materials like sand, gravel, and cement. VidePak’s bags achieve a seam strength of ≥85 N/cm (EN ISO 13935-2), 30% higher than standard woven sacks, ensuring minimal rupture during transport or stacking.
Case Study: A Kenyan construction firm reduced material spillage by 60% after switching to VidePak’s double-stitched block bottom bags for cement transport.
1.2 Load Capacity and Safety
- Static Load Capacity: 500–2,000 kg (safety factor 6:1), compliant with ISO 21898 for FIBC standards.
- Anti-Static Options: Surface resistance ≤10⁹ Ω (IEC 61340) for flammable dust environments.
2. VidePak’s Manufacturing Excellence
2.1 Starlinger-Driven Precision
VidePak’s Austrian Starlinger ADURA® looms and CXtreme extrusion lines enable:
- High-Speed Production: 1,500 bags/hour with ±0.005 mm thickness tolerance.
- Custom Printing: 8-color rotogravure printing with ΔE ≤1.5 (Pantone), UV-resistant for 5+ years outdoors.
| Parameter | VidePak Standard | Industry Average |
|---|---|---|
| Fabric Density | 90–120 g/m² | 80–110 g/m² |
| Moisture Barrier | ≤0.8 g/m²/day (BOPP lamination) | ≤1.5 g/m²/day |
| Drop Test Performance | Zero leaks after 10 drops (1.5m) | ≤5 leaks |
2.2 Rigorous Material Testing
- PP Granule MFI: 6–8 g/10 min (ISO 1133) ensures uniform extrusion.
- Tensile Strength: ≥35 MPa (machine direction), ≥30 MPa (cross direction) per ASTM D638.
- Thermal Stability: Heat deflection temperature (HDT) ≥100°C (ISO 75) for tropical climates.
3. Market-Specific Adaptability
3.1 Regional Customization
- EU Markets: Bags comply with REACH SVHC and EU Directive 94/62/EC for heavy metal limits.
- African Markets: Cost-effective uncoated PP variants with 500 kg SWL for small-scale contractors.
- Americas: UN-certified bags (Type 13H2) for hazardous material transport.
3.2 Certification Portfolio
- ISO 9001: Quality management.
- ISO 14001: Environmental compliance.
- FDA 21 CFR: Safe for indirect food contact (e.g., grain storage).
4. Sustainability and Cost Efficiency
4.1 Recyclability Initiatives
- 30% Post-Industrial PP: Integrated into non-food bags, reducing virgin material use by 25%.
- Solar-Powered Production: 2 MW rooftop array cuts CO₂ emissions by 1,200 tons annually.
4.2 ROI Optimization
- Cost Savings: VidePak’s block bottom bags cost $0.25–$0.40/unit (MOQ 50,000), 15% lower than competitors due to vertical integration.
- Reduced Waste: Automated filling systems minimize overpacking, saving 5–7% material costs.
5. FAQs: Addressing Procurement Concerns
Q1: How do your bags compare to traditional woven sacks?
A1: VidePak’s block bottom bags offer 2x higher seam strength and 40% faster filling speeds due to flat-bottom designs.
Q2: Can bags withstand maritime humidity?
A2: Yes. BOPP-laminated variants achieve ≤1.5% moisture uptake at 90% RH for 96h (ASTM D6701).
Q3: What’s the lead time for custom designs?
A3: 20–25 days, including ISO certification and Pantone color matching.
6. Conclusion
Block bottom PP bags are indispensable for modern construction logistics, combining durability, customization, and sustainability. VidePak’s Starlinger-powered manufacturing and global certification portfolio ensure unmatched reliability. For bulk orders or technical consultations, contact info@pp-wovenbags.com.
References
- VidePak Technical Specifications (2025).
- ASTM International Standards for Polypropylene Testing.
- ISO 21898:2020 FIBC Certification Guidelines.
External Links
- Explore our innovations in FIBC bulk bags for construction waste management.
- Learn about automation in block bottom valve bag production.
Contact
Website: https://www.pp-wovenbags.com/
Email: info@pp-wovenbags.com
Data validated as of March 2025. Specifications subject to customization.