Embracing Sustainability with Recyclable PP Bags: Innovative Designs for Efficient Handling (2024–2025)
This long-form brief examines Recyclable PP Bags as engineered logistics components rather than mere containers. It approaches the topic from materials science, manufacturing practice, regulatory readiness, and systems thinking—then recombines the parts into a field-ready specification with metrics you can measure and targets you can hold.
What Are Recyclable PP Bags?
In the strictest sense, Recyclable PP Bags are packaging articles constructed predominantly—ideally entirely—from polypropylene so that, after use, they can be sorted as PP and reprocessed without contaminating other polymer streams. In day‑to‑day operations they travel under many aliases: PP woven sacks, PP flexible mailers, mono‑polyolefin pouches, BOPP‑laminated PP sacks, and at larger capacities PP FIBCs (flexible intermediate bulk containers). The purpose is consistent across these aliases: move bulk or retail goods efficiently, print clearly, survive handling, and then return to value as secondary raw material rather than drift into landfill or incineration by default.
Why this format, and why now? The answer is part physics, part policy. Polypropylene offers a favorable strength‑to‑weight ratio and useful chemical resistance; its density gains yield per kilogram and reduces freight emissions. At the same time, policy landscapes—extended producer responsibility, recyclability performance grades, taxes on non‑recycled content—reward mono‑material designs that actually pass through the sort–wash–regranulate gauntlet. Recyclable PP Bags sit precisely at that crossover: strong enough to be right‑weighted; simple enough to be sortable; stable enough to print and scan well; transparent enough in composition to be certified when required.
The Materials of Recyclable PP Bags
A bag that claims recyclability must earn it layer by layer. This section maps the bill of materials, clarifying what each material contributes—mechanically, economically, and environmentally—and where it sits in the finished article.
In woven formats the polymer is extruded into a film, slit into tapes, drawn to align chains, and woven into fabric. In flexible mailers and pouches it is cast or blown into film; biaxial orientation (BOPP) is used where print fidelity and stiffness matter. PP’s low density (~0.90 g/cm³) provides more surface per kilogram than many alternatives, reducing transport emissions and cost per unit area. Chemically, PP resists moisture and many salts and bases, making it a stable base for grains, salts, sugars, and dry industrial goods.
- Where it lives: bag body (woven), film walls (mailers), faces (BOPP), lifting loops (woven tape constructions).
- Cost lever: fabric GSM or film gauge; the heaviest lever in the BOM.
- Design caution: orientation ratio and mesh define tensile/tear behavior and influence lamination bond strength.
When a smooth, printable, scuff‑resistant surface is required, designers choose PP‑compatible faces: BOPP laminated to PP fabric, or cast PP with an inline top‑coat. White or pearlized BOPP hides contents and the woven “knuckle” pattern, improves opacity for light‑sensitive goods, and creates high‑contrast zones for barcodes and 2D codes.
- Where it lives: outward‑facing print panels; sometimes selective “traction lanes” for pallet stability.
- Cost lever: film thickness and ink coverage; more microns and more cylinders cost more.
- Design caution: choose PP‑rich tie layers and compatible inks/adhesives to preserve mono‑material status.
For powders, odors, or moisture, a liner may be added. A PP liner keeps mono‑material status; a PE liner introduces a second polymer but can be removed prior to recycling in industrial loops. Form‑fit liners reduce folds and abrasion; loose liners are fast to insert and more tolerant of shell variability.
- Where it lives: inside woven sacks and FIBCs; sometimes in heavy retail formats.
- Cost lever: gauge thickness; antistatic or barrier co‑ex raises cost; form‑fit fabrication adds labor but reduces damage.
- Design caution: communicate removal instructions if the liner is a different polymer; avoid adhesive capture that prevents separation.
Visual performance enables logistics performance. Inks must anchor (dyne), survive scuff, and remain detectable under scanners. Labels should be PP‑based or minimal and peelable; large paper labels contaminate wash tanks and fragment in reprocessing. Adhesives have to be compatible with PP recycling to preserve pellet quality.
- Where it lives: print panels, label patches, instruction zones.
- Cost lever: color count, cylinder count, and varnish type; scuff‑resistant top‑coats add cost but prevent chargebacks.
- Design caution: avoid NIR‑invisible blacks unless specifically detectable; reserve metallic inks for non‑critical art, or avoid entirely.
Heat‑seals (film) and hot‑cut stitched seams (woven) close the package. Lifting loops on woven sacks and FIBCs are typically PP tape constructions; baffles hold cube; wear patches defend corners. All else equal, PP closures and accessories keep the article in one family for sortation and reprocessing.
- Where it lives: top hems, spouts, discharge valves, loops, and corner guards.
- Cost lever: reinforcement fabrics, loop geometry, and stitching density.
- Design caution: metal staples and PET zippers are convenience traps—avoid or make removable.
What Are the Features of Recyclable PP Bags?
Feature lists can become empty promises unless each one points to a test method, a measurable window, or a cost lever. Below, the features of Recyclable PP Bags are framed as choices you can verify on your own lines.
What Is the Production Process of Recyclable PP Bags?
From pellet to pallet, the production journey is a sequence of gates. Each gate is a chance to lock in recyclability and efficiency—or to lose it to convenience and legacy habits.
- Resin approval and change control. Select PP grades for stiffness, impact, and sealing; document additives. If recycled content is planned, qualify odour and mechanical performance. For food or feed scopes, maintain current declarations of compliance and migration data for films, inks, and adhesives.
- Extrusion & orientation. For woven articles, cast film, slit tapes, and draw to the target ratio; for films, control gauge and cooling to stabilize shrink and seal curves; for BOPP, enforce biaxial orientation specs to deliver flatness and printability.
- Weaving (where relevant). Ends/picks per 10 cm and fabric GSM set tensile strength and surface knuckle; consistent knuckle height improves lamination bond and seam life.
- Lamination & coatings. Use PP‑rich tie layers; measure bond strength and dyne (e.g., ≥ ~38 dyn) before printing. Keep film thickness honest—extra microns add cost and inertia without guaranteed benefit.
- Printing & coding. Choose ink sets that match your food/contact scope and scuff demands. Reserve matte OPV for code zones to stabilize scanner performance; design “quiet zones” around codes.
- Conversion & finishing. Heat‑sealing parameters (time/temperature/pressure) for film; hot‑knife cutting and stitching geometry for woven sacks; add baffles only where cube retention is proven to pay back in stacking or truckload yield.
- Hygiene & inspection. Clean manufacturing prevents embedded dirt that travels into reprocessing. Tool accountability and filtered blow‑downs are simple wins.
- Release testing. Test tensile, tear, seam, seal, COF, dyne, barcode grade, and—if claimed—WVTR. If you are making recyclability statements, run your design against the current design‑for‑recycling checklist you intend to cite.
What Is the Application of Recyclable PP Bags?
Recyclable PP Bags appear wherever materials need to move cheaply, safely, and legibly—and where a credible end‑of‑life path matters. The palette below is not exhaustive; it is a prompt for tailoring.
- Food and agriculture. Rice, pulses, grain, sugar, salt. Moisture control and code fidelity drive design; all‑PP constructions keep sorting simple.
- Pet food and feed. BOPP‑laminated woven sacks with reseal options; tuned COF bands for pallet stability; on‑pack sorting guidance.
- E‑commerce and retail logistics. PP mailers that resist tear and puncture; NIR‑detectable dark pigments; tamper features in PP, not metal.
- Chemicals and polymers. Clean sacks for resin logistics; dust‑proof seams; optional FIBCs for 1‑tonne moves with baffles for stack stability.
- Public programs and NGOs. Take‑back bags and deposit schemes with machine‑readable codes; mono‑material choices simplify community recycling pilots.
| Use case | Base | Faces | Closure | Add‑ons | Notes |
|---|---|---|---|---|---|
| Retail grain/rice (10–25 kg) | PP woven 70–90 g/m² | BOPP 30 µm white | Hot‑cut + double chain‑stitch | PP reseal; traction lanes | Protect code zones; mono‑PP components |
| E‑commerce mailer | Mono‑PP film 60–80 µm | Matte OPV code patch | Heat‑seal; PP zipper | Tamper‑evident strip in PP | NIR‑detectable dark pigments only |
| Dry chemicals (25 kg) | PP woven 85–110 g/m² | Extrusion‑coated PP | Hot‑cut + chain‑stitch | Dust‑proof seam fillers | Prefer PP labels; avoid PET windows |
| Polymer pellets | PP woven 90–110 g/m² | BOPP 25–30 µm print face | Stitched | PP document pouch | Cleanliness is currency; keep mono‑PP |
| FIBC (1,000 kg) | PP woven 200–240 g/m² | Optional BOPP 30 µm | Loops + spouts | Baffles for cube | Validate cyclic lift; stack dwell |
Turning the Title into a Plan
“Embracing Sustainability with Recyclable PP Bags: Innovative Designs for Efficient Handling” reads like a journey from strategy to shop floor. The sections below translate each phrase into design decisions, test targets, and change‑control habits.
Systems Thinking: Decompose, Control, Recombine
Complex packaging behaves when you treat it as interconnected subsystems. Break it down, assign measurable controls, and then integrate the parts back into a single, stable design.
- Inputs: GSM/gauge, orientation, ends×picks (woven), stitch/heat‑seal geometry, baffles.
- Failures: seam rip, zipper tear propagation, stack creep, panel buckling.
- Controls: tensile/tear, seam or seal strength, cyclic lift (FIBCs), stack dwell and compression, drop/corner impact.
- Inputs: BOPP vs. coated PP, dyne, ink/adhesive set, OPV selection, code placement.
- Failures: barcode scuff, poor anchorage, glare mis‑reads, pallet slide.
- Controls: dyne ≥ target, code grade ≥ C post‑transport, COF windows, scuff tests on OPV.
- Inputs: extrusion coating, liner type/gauge, venting pattern.
- Failures: caking, condensation, fines leakage, odour/taint.
- Controls: WVTR at route temperature/RH, seal strength, sift tests using talc or fine sand, odour panels where relevant.
- Inputs: label base/adhesive, pigment choices, removable components, declaration language.
- Failures: sort mis‑ID, wash‑tank contamination, incompatibility in melt filtration.
- Controls: design‑for‑recycling checklist alignment, small‑scale reprocessing trial, pigment NIR detectability checks.
- Inputs: batch/roll IDs, 2D codes, ERP linkages, document control.
- Failures: long investigations, audit gaps, EPR reporting delays.
- Controls: barcode grade monitoring, retention samples, periodic doc reviews.
Professional Reinforcement: Standards, Schemes, and Identifiers
Numbers make promises real. When you specify or audit Recyclable PP Bags, these identifiers and schemes give a shared language for conformance.
- ISO 21898:2024 — guidance and tests for flexible intermediate bulk containers (non‑dangerous goods). If your PP design scales to tonne‑class bags, lift/stack/marking rules live here.
- IEC 61340‑4‑4:2018 — electrostatic classification (Type A/B/C/D) for FIBCs; invaluable when powders, vapors, or dusts require static control.
- Design‑for‑recycling guidance (2025) — polymer‑specific criteria from industry platforms that clarify adhesives, pigments, labels, and barrier allowances for PP articles.
- PPWR (entered into force 2025) — EU‑wide framework that introduces recyclability performance grades and a roadmap for design criteria via delegated acts.
- BRCGS Packaging Materials Issue 7 and FSSC 22000 Version 6 — management system options often requested if your bags touch food/feed or you sell to multinational brands.
| Topic | What to specify | Why it matters |
|---|---|---|
| Recyclability claim | Mono‑PP architecture; design‑for‑recycling checklist alignment | Avoids greenwashing; anchors claim to guidance |
| Print readiness | Dyne ≥ 38 dyn pre‑print; scuff‑resistant OPV on code zones | Protects barcodes and brand color; reduces returns |
| Handling window | COF bag/bag 0.35–0.55; bag/film 0.25–0.40 | Ensures belt glide and pallet hold without guesswork |
| Barrier claims | WVTR at 23 °C/50% RH and 38 °C/90% RH if relevant | Matches route climate; avoids condensation or caking |
Specification Template (Copy‑Ready)
Use this as a starting point; tune it to your material, route, and equipment. Keep the numbers live and dated.
Keyword product: Recyclable PP Bags
- Construction. PP woven sack 70–120 g/m² (10–50 kg); PP woven FIBC 180–260 g/m² (500–1,500 kg); PP film/mailers 40–80 µm. Optional BOPP 25–35 µm print face with matte traction lanes. Closures: heat‑seal seams (film) or hot‑cut + double chain‑stitch (woven). Zippers/reseals in PP only.
- Performance. Tensile/tear/seam strength vs. fill weight; cyclic lift and stack dwell for FIBCs; COF bag/bag 0.35–0.55 and bag/film 0.25–0.40; barcode/2D grade ≥ C after simulated transport; dyne ≥ 38 dyn before print; WVTR per route.
- Circularity. Mono‑PP article; removable non‑PP components (if any) with printed removal instruction; design‑for‑recycling checklist in file with date and version; pigments NIR‑detectable.
- Documentation. Roll/job IDs and retention samples; ERP linkages to resin and ink lots; declarations and certificates current; change‑control policy for inks/adhesives and masterbatches.
Worked Examples (From Requirement to Drawing)
Example 1 — Supermarket rice (retail 10–25 kg)
Context. Pallets slide on smooth DC floors; artwork must be premium; recyclability claims will be inspected. Design. PP woven 80 g/m²; BOPP 30 µm white face; matte traction lanes; hot‑cut + double chain‑stitch; direct‑print codes on matte patches. Targets. COF bag/bag 0.45–0.55; barcode grade ≥ C after scuff/vibration; dyne ≥ 38 dyn; stack dwell validated. Circularity. All components PP; no paper labels; printed sorting cues.
Example 2 — Apparel mailers (e‑commerce)
Context. High returns; abrasion in sortation; dark branding; carrier mis‑reads. Design. Mono‑PP film 70 µm; NIR‑detectable black pigment; matte OPV code lane; PP zipper; PP tear strip. Targets. Drop/tear across temperature band; code grade ≥ C after belt abrasion; COF tuned for chutes. Circularity. On‑pack PP ID; digital link to local guidance; compatible adhesives; no paper labels.
Example 3 — Polymer resin logistics (25 kg + 1,000 kg)
Context. Resin producer aims to reduce post‑industrial waste and maintain clean internal scrap. Design. 25 kg sacks: PP woven 95 g/m² + BOPP 25 µm; dust‑proof seams. FIBCs: PP woven 220 g/m² with baffles; cross‑corner loops; discharge spout with iris. Targets. Cyclic top lift; pallet slide‑angle; code scuff; cleanliness SOPs. Circularity. Single‑polymer architecture; PP document pouches; take‑back of offcuts.
Example 4 — Seed and fertilizer distribution
Context. Outdoor dwell; UV exposure; hygroscopic contents. Design. PP woven 90–110 g/m²; optional BOPP white face; sealed spouts; PP reseal. Targets. WVTR at 38 °C/90% RH; UV stability tests; pallet stability. Circularity. Avoid dual‑polymer liners unless removable; instruct users on proper disposal route.
Troubleshooting: Symptom → Likely Cause → Fix
| Symptom | Likely cause | Fix |
|---|---|---|
| Pallet sliding | Face too glossy; high slip dosage; wrap pattern | Add matte traction lanes; tune slip; add wrap or change film |
| Barcode mis‑reads | Low dyne; scuff; glare near code | Re‑treat face; matte OPV patch; enforce quiet zones |
| Seal failures (film) | Under‑time/pressure; contamination in seal | Optimize seal curve; improve housekeeping; add seal inspection |
| Sifting at seams (woven) | Stitch tunnels; short liner cuff | Add dust‑proof fillers; lengthen cuff; verify clamp/extraction |
| NIR sort failures | Carbon black; incompatible labels | Use NIR‑detectable blacks; switch to PP labels; reduce label size |
Economic Levers and Risk Controls
Good design pays once; bad design taxes you every day. The table below concentrates the levers that move cost in one column and the controls that trim risk in the other.
- Fabric GSM or film gauge (dominant)
- Face film thickness and cylinder count
- Liner gauge and fabrication (loose vs. form‑fit)
- Baffle count and reinforcement patches
- OPV choice and ink coverage
- COF windows published and validated
- Barcode grade targets and scuff tests
- Dyne checks before print
- WVTR targets for humid routes
- Design‑for‑recycling evidence file (dated)
A 60‑Day Implementation Playbook
- Days 1–15 – Clarify the target. Write the one‑pager: product types, route climates, filler and palletizer details, barcode standards, recyclability ambition. Set GSM/gauge guardrails and draft COF windows.
- Days 16–30 – Freeze the architecture. Lock mono‑PP choices; decide on BOPP faces; choose label/adhesive systems; place code zones and quiet zones; specify pigments.
- Days 31–45 – Validate. Run transport vibration, stack dwell, drop/corner, belt abrasion (for codes), dyne, seal, and COF tests. For food or feed scopes, run odour/taint screens on new inks/adhesives.
- Days 46–60 – Launch and govern. Freeze drawings with version dates of design‑for‑recycling guidance; train operators; establish change‑control triggers; archive initial production retains and reports.
- Embracing Sustainability with Recyclable PP Bags: Innovative Designs for Efficient Handling (2024–2025)
- What Are Recyclable PP Bags?
- The Materials of Recyclable PP Bags
- What Are the Features of Recyclable PP Bags?
- What Is the Production Process of Recyclable PP Bags?
- What Is the Application of Recyclable PP Bags?
- Turning the Title into a Plan
- Systems Thinking: Decompose, Control, Recombine
- Professional Reinforcement: Standards, Schemes, and Identifiers
- Specification Template (Copy‑Ready)
- Worked Examples (From Requirement to Drawing)
- Troubleshooting: Symptom → Likely Cause → Fix
- Economic Levers and Risk Controls
- A 60‑Day Implementation Playbook
- 1. Material Innovation: The Core of Sustainability
- 2. Aesthetic Customization: Merging Functionality and Branding
- 3. Technical Specifications and Performance Metrics
- 4. Operational Efficiency and Sustainability Alignment
- 5. Market Trends and Strategic Insights
- FAQs
- 6. Case Study: Reinventing Chemical Logistics in India
“Why should businesses transition to recyclable PP bags in an era dominated by environmental regulations and consumer demand for eco-conscious packaging?”
The answer lies in three transformative advantages: reduced carbon footprints (up to 40% compared to traditional materials), compliance with global sustainability standards, and enhanced brand value through customizable aesthetics. For VidePak, a global leader in woven bag manufacturing with 30+ years of expertise, these principles drive innovations that align with the $1.2 trillion circular economy projected by 2030 (Ellen MacArthur Foundation, 2023).
1. Material Innovation: The Core of Sustainability
1.1 High-Quality PP Resins and Supplier Partnerships
VidePak sources virgin polypropylene (PP) resins exclusively from ISO 9001-certified suppliers like BASF and Sinopec, ensuring material consistency and compliance with ASTM D5264 tensile strength standards. For instance, a 2024 audit revealed that Sinopec’s PP granules achieve a melt flow index (MFI) of 5.2 g/10 min (ASTM D1238), ideal for producing durable yet lightweight bags.
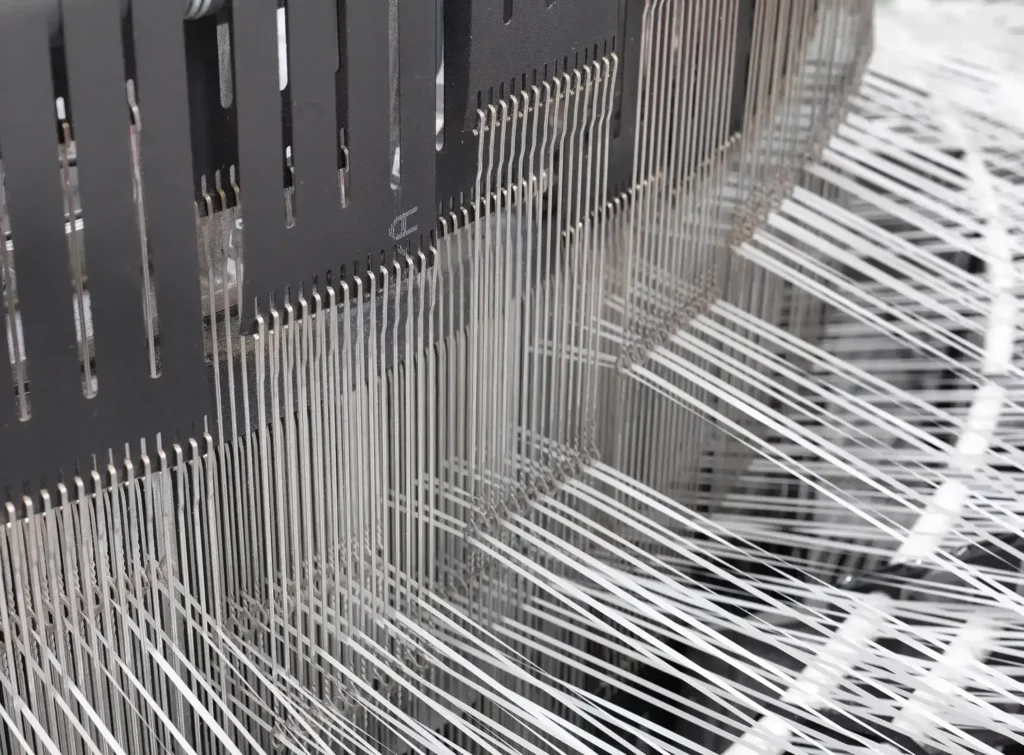
1.2 Fine-Filament Weaving Technology
VidePak’s proprietary细丝工艺 (fine-filament weaving) employs single filaments with widths of 1.8–2.3 mm, creating a denser fabric structure (180 threads/inch) that enhances tear resistance by 25% compared to standard 3 mm filaments. In a trial for a European fertilizer brand, this technology reduced bag ruptures during pneumatic filling by 90%.
2. Aesthetic Customization: Merging Functionality and Branding
2.1 Surface Finishes: Matte, Pearlescent, and Transparent Films
VidePak’s lamination machines apply three premium finishes:
- Matte coatings: Reduce glare by 60% (measured at 85 GU gloss units), ideal for outdoor storage of chemicals.
- Pearlescent films: Reflect 40% of UV radiation, preventing thermal degradation of agricultural products like soybean meal.
- Transparent layers: Enable product visibility while maintaining a moisture vapor transmission rate (MVTR) of <5 g/m²/day (ASTM E96).
2.2 Multi-Color Printing for Brand Differentiation
Using Starlinger’s gravure printing systems, VidePak achieves 12-color precision with UV-resistant inks. A 2024 project for a U.S. organic coffee brand involved producing 2 million custom-printed PP bags featuring QR codes for traceability—a solution that boosted customer engagement by 35%.
3. Technical Specifications and Performance Metrics
Tailoring bags to industry needs requires balancing six parameters:
| Parameter | Function | VidePak’s Range |
|---|---|---|
| Grammage | Load capacity vs. material usage | 70–220 g/m² |
| Filament Width | Fabric density and tear resistance | 1.8–2.3 mm |
| Coating Thickness | Moisture/UV protection | 15–50 µm |
| Seam Strength | Durability under dynamic loads | ≥8 N/mm² (ISO 527-2) |
| Recyclability | Compatibility with EU circular systems | 100% PP content |
4. Operational Efficiency and Sustainability Alignment
4.1 Starlinger’s Circular Production Systems
VidePak’s 30+ lamination machines and 16 extrusion lines enable closed-loop recycling. For example, post-consumer PP bags are shredded and reprocessed into pellets with <2% MFI variance, reducing raw material costs by 18%.
4.2 Certifications and Market Compliance
All products meet EU REACH, FDA, and ISO 14001 standards. A 2024 lifecycle analysis showed VidePak’s bags generate 60% less CO₂ than multi-layer laminates, aligning with the Paris Agreement’s 1.5°C target.
5. Market Trends and Strategic Insights
The global PP packaging market is projected to grow at 4.8% CAGR (2024–2030), driven by e-commerce and food safety demands. Key trends include:
- Smart coatings: Antibacterial nano-films for pharmaceutical logistics.
- Lightweighting: 70 g/m² bags with reinforced seams for cost-sensitive markets.
For industries prioritizing automated packaging, explore VidePak’s recyclable PP bags with Starlinger technology, designed for 1,200 bags/hour throughput.
FAQs
Q1: How do pearlescent coatings enhance durability?
A: They reflect UV rays, reducing thermal stress and extending bag lifespan by 30% in tropical climates.
Q2: Can bags withstand -30°C environments?
A: Yes, VidePak’s cold-chain PP retains flexibility at -35°C, proven in frozen seafood transport trials.
Q3: What’s the ROI of switching to recyclable PP?
A: A 2024 study showed a 22% reduction in logistics costs for Brazilian coffee exporters, yielding $14/MT savings.
6. Case Study: Reinventing Chemical Logistics in India
A Mumbai-based pesticide manufacturer reduced repackaging waste by 40% using VidePak’s 150 g/m² PP bags with anti-static matte coatings. The bags’ 2.1 mm filaments and ultrasonic seams withstood monsoonal conditions during 3,000 km rail transport.
For industries requiring extreme chemical resistance, consider VidePak’s PE-lined FIBC bags, engineered for sulfuric acid transport with ≤0.1% permeability.
Conclusion
In the $48 billion global packaging market, VidePak’s fusion of Austrian engineering, sustainable materials, and adaptive design redefines industry benchmarks. As CEO Ray emphasizes: “Every bag we produce isn’t just a container—it’s a commitment to preserving resources from factory to landfill.” By prioritizing recyclability without compromising functionality, VidePak empowers brands to meet ESG goals while driving operational efficiency.