BOPP Woven Bags
VidePak offers quality BOPP woven bags for chemicals, construction, and food industries, producing over 300 millions annually under ISO 9001 standards.
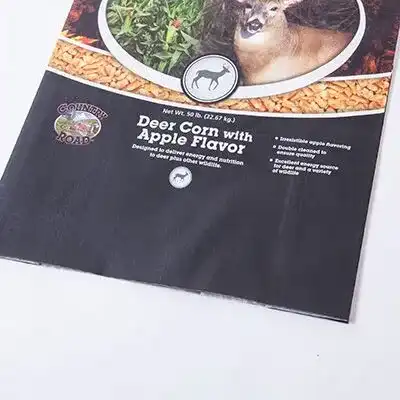
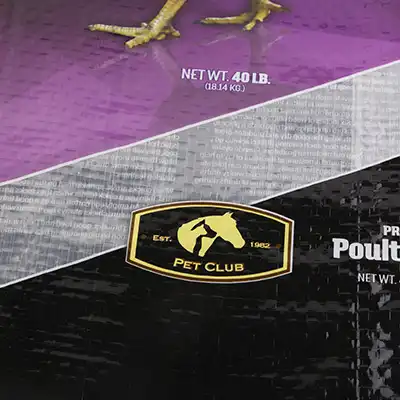
BOPP laminated PP Woven bags combine the strength of woven polypropylene fabric with the high-quality printable biaxially oriented polypropylene (BOPP) film. They feature high-quality printing and are puncture-resistant, waterproof, stain-resistant, and recyclable. We can customize them by mesh size, denier, tape width, color, and size. Commonly used for transporting animal feed, rice, sugar, pulses, seeds, fertilizer, sand, and cement.
Key Specifications
Thickness: 90–130 microns
Grammage: 100–180 GSM
Sizes: Customizable
Capacity: Optimized for 5–40 kg

Customizable Designs
Creating a smooth, glossy surface ideal for vibrant 6–10 color printing and crisp branding. These bags feature a non-slip treated surface and bloack bottom for secure stacking and handling.
- Flat Type
- Gusseted Type (M Type)
- Fold-over stitching
- Fold-over stitching with PE tape
- Heat-sealed tape stitching
- Block Bottom (self-standing stability)
Specific Options
Side Type
M type gussets and flat side are both available for choice
Micro-Perforation
Micro-perforated surface for airflow release and ventilation
Matt Surface
Matt Surface offers non-reflective, matte exterior texture

Block Bottom
Block bottom design for upright stability and space efficiency

Glossy Surface
Offers smooth, highly reflective glossy exterior finish

Anti-Slip Treatment
Anti-slip texture is good design for secure stacking safety

Stitching
Offer fold-over, heat sealed, and PE tape fold over
Transparent Window
Transparent window for content visibility and checking
Frequently Asked Question
At VIDEPAK, we offer a diverse type of opening including:
- Sewn Open Mouth Bags (SOM): featuring a fully open top for quick, easy filling and a sewn closure after packing—an economical, dependable choice for manual or semi-automatic lines;
- Valve Opening: purpose-built for high-speed automated filling, with a self-closing valve effect that helps minimise dust, leakage, and product giveaway;
- Pinch Bottom Open Mouth (PBOM): using a pre-formed mouth that allows heat sealing for a neat, consistent finish and enhanced tamper resistance;
- Pasted Open Mouth (POM): made with a glued mouth construction to keep the opening stable during filling and deliver repeatable, high-quality sealing results;
- Self-Opening Sack (SOS): designed to open automatically on filling equipment, improving accuracy, throughput, and overall efficiency in fully automated operations.
VIDEPAK provides a wide selection of bottom types including:
- Folded Bottom Seam: the most common type, where the base is folded over and stitched with one or two parallel seams to provide consistent strength for typical 5–50 kg packing loads;
- Block Bottom (Self-Standing): built to form a flat, box-like base so the bag stands upright—improving stack stability, pallet efficiency, machine handling, and visual impact for modern retail presentation;
- Pinch Bottom (Sealed): a heat-sealed closure often specified for BOPP-laminated PP woven bags, helping stop fine powders from sifting out while delivering better airtight, dust-proof protection;
- Hemmed Bottom with Tape: a reinforced seam design that stitches in PP tape (or a paper layer, where required)—especially effective for laminated structures to boost moisture resistance and reduce tearing risk during tougher transport and storage cycles.
At VIDEPAK, we offer a full range of options for BOPP Woven Bags :
- Colourful Printing: Up to 10 Colours, bringing crisp registration and rich gradients to life—subtle or striking, your brand stays unmistakable.
Flat Side: a clean, classic structure that stays efficient in production and dependable in stacking. Simple works.
Gusset: adding side folds for more volume and a sharper, more “boxy” profile—more capacity, better display, stronger pallet shape.
Matt Surface: a refined, low-glare finish that feels premium and resists fingerprints; understated, yet unmistakably high-end.
Glossy Surface: delivering high shine and vivid graphics and printing—why hide your brand when colour can speak first?
Micro-Perforation: releasing trapped air during filling and settling, reducing ballooning and improving pallet stability. Less air. More control.
Anti-Slip Treatment: improving friction between bags to reduce shifting in transit; safer handling, steadier loads.
Transparent Window: offering quick product visibility and instant trust—see it, verify it, buy it.
Yes, we have two options for your choice:
- Reference samples: we provide this samples from our existing stock. It could be close to your specification and not 100% same. So It helps you quickly evaluate our product quality, material, and printing before requesting a custom-made sample. Reference samples are free of charge, but DHL express cost is taken by buyer.
- Mock up custom samples: it is produced according to your specifications, including size, material, printing design, and any other customized features. These are 1:1 replicas for your bags, and it fully reflects your specifications and helps confirm all production details before mass production. It takes some charge for samples and DHL express cost.
For quality control process, we do it as below sections:
- Raw Material
We use 100% virgin material sourced through ASTM-compliant testing standards. We do sampling inspection for each batch of raw material, to verify material integrity before production. - Quality Control System
We produce and test products according to ISO9001, ASTM standard, EN standard and JIS standard. We ensure that product tolerances are within the specified range of standards, and conduct diverse testing accoridng to those standard for each batch of products, such as impact tests, tensile strength, UV weather resistance tests, etc. - Production Equipment
We're using equipments from top supplier such as Austrian Starlinger and German W&H, to ensure production efficiency, precision, process stability and better quality control. - Industrial Experience
Our core management teams have over 25 years experiene in the industrial bags. Since our factory establishment in 2008, we've cultivated quality control systems through partnerships with Fortune 500 companies including Nestle, Carrefour, Nippon Paint, AkzoNobel, Sinopec etc. In the cooperation with those excellent clients, we have accumulated a lot of experience in quality control, and we have gradually established quality specifications and standards. This is an advantage that many small manufacturers do not have.
MOQ is 10,000 pcs for per specification. The MOQ is mainly decided by material procurement costs, production efficiency, and logistics optimization. So it can't be adjusted.
It depends on the order quantity and requirement. However, it generally refer to:
- Regarding mock up samples, lead time is 10 business days (sending by DHL or Fedex)
- Regarding standard bulk orders, lead time is generally 15-25 business days.
Why Choose Us
17 Years
Production Experience in PP Woven Bags
Starlinger
Best Equipments from Starlinger.
300 Million pcs
Massive Production Capacity.
Customization
Printing, Size, Thickenss, Bottom Pattern etc.